
At Airkey, a leading cleanroom manufacturer based in China, we recently completed an innovative modular cleanroom project for a customer in Mexico. This project highlights our commitment to delivering high-quality, energy-efficient, and customisable cleanroom solutions tailored to the specific needs of our clients.
Project overview 
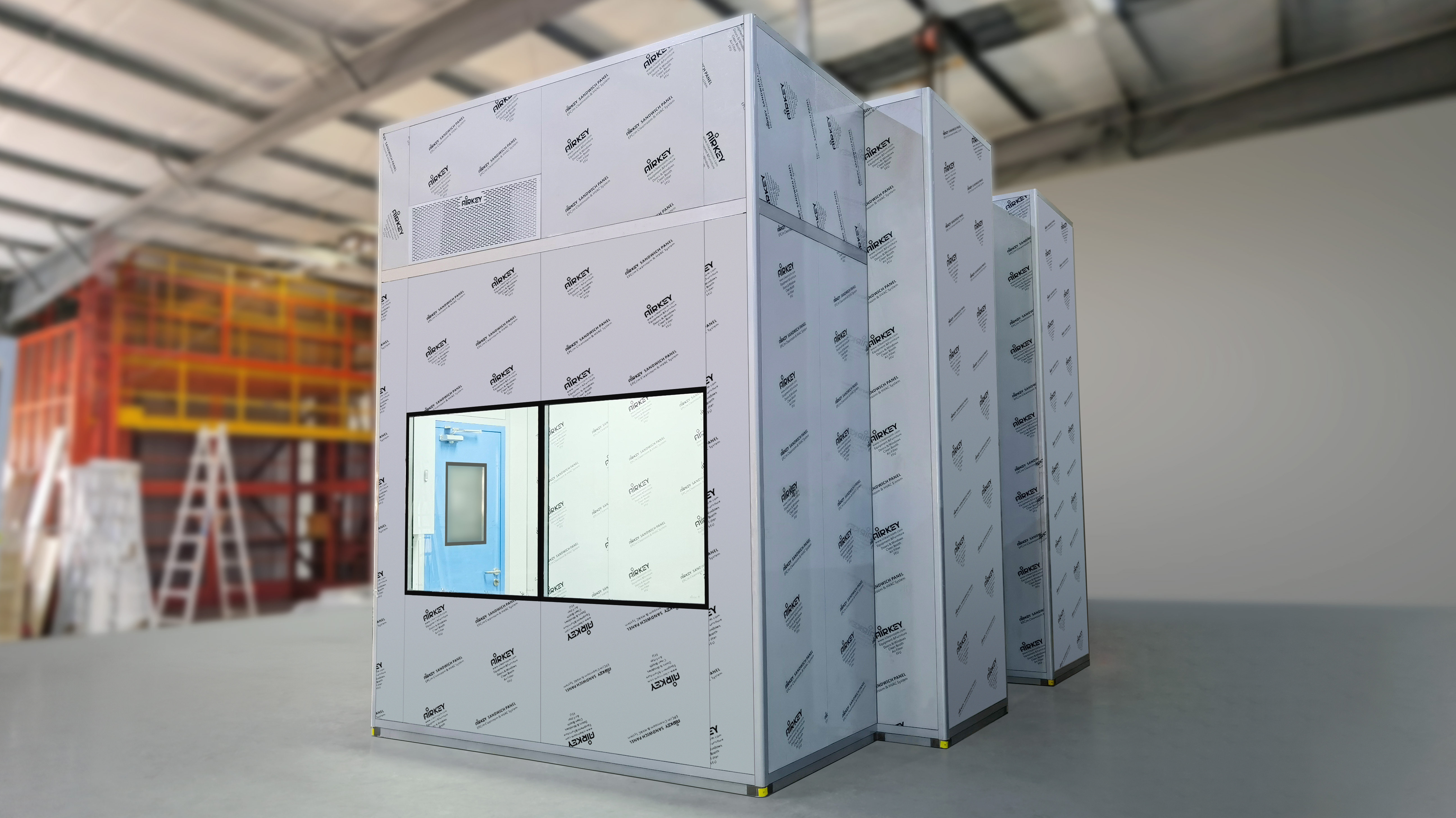
The cleanroom, designed and manufactured by Airkey, measures 6m x 3.45mx 4.08m and meets the ISO Class 7 cleanliness standard. It was specifically engineered to support the customer’s electronic manufacturing processes, ensuring a controlled environment free from contaminants.
One of the standout features of this cleanroom is its removable door, designed to facilitate the easy movement of large equipment in and out of the facility. This feature ensures minimal disruption to operations during installation or maintenance.
Innovative design for energy efficiency

A key highlight of this project is the cleanroom’s double ceiling and plenum column design, which allows for efficient airflow re-circulation. This innovative approach not only maintains the required cleanliness levels but also significantly reduces energy consumption. By optimising airflow, the cleanroom minimises the need for excessive HVAC usage, aligning with global sustainability goals and reducing operational costs for the customer.
Prefabrication and preassembly
The cleanroom is made of aluminum alloy frames, sandwich panel walls and view glass windows, which are all flush mounted, making the surface smooth and crevice-free.
The cleanroom was prefabricated in our state-of-the-art factory in China, ensuring precision and quality control at every stage of production. Prior to shipment, the cleanroom was preassembled and underwent a trial test run to verify its performance and compliance with international standards.This rigorous testing process ensures that our customers receive a fully functional and reliable cleanroom upon installation.

Compliance with international standards
Airkey adheres to stringent international regulations and guidelines to ensure the highest quality and safety standards, including ISO 14644, GMP, USP797/800, etc.
Our design and manufacturing processes are also aligned with global best practices for sustainability, ensuring that our cleanrooms not only meet operational requirements but also contribute to environmental conservation.
Why choose Airkey?
As a trusted cleanroom manufacturer, Airkey specialises in delivering modular cleanroom solutions that are customisable, energy-efficient, and compliant with international standards. Our expertise spans various industries, including electronics, pharmaceuticals, biotechnology, and more.
This project for our Mexico-based customer is a testament to our ability to deliver innovative and sustainable cleanroom solutions that meet the unique needs of our clients.







