In the rapidly evolving hi-tech industry, staying informed about the latest trends and technologies in cleanrooms is essential. Cleanrooms are crucial in this sector, providing controlled environments that meet stringent hygiene and purity standards.
As an expert in productised cleanroom solutions, ABN Cleanroom Technology is committed to continuously exploring these trends and addressing them with innovative solutions.
One first trend revolves around SLAs
This article discusses some of the key trends and challenges faced by hi-tech companies and how these challenges can be effectively managed.
Ensuring energy efficiency with penalties
The first trend revolves around SLAs. The era of committing to projects without Service Level Agreements (SLAs) and penalties is over.
The pressure drop across HEPA filters is directly related to energy consumption
SLAs are now essential in ensuring energy efficiency in hi-tech environments, particularly in cleanrooms. At ABN Cleanroom Technology, we guarantee energy efficiency by managing several key topics:
Dynamic airflow: Dynamic airflow, coupled with dynamic particle counting, significantly impacts energy efficiency. The concept of "seeing the unseen by measuring it, to control it" relates to the extreme airtightness of the cleanroom skin. This process involves modifying the airflow based on the number of people in the cleanroom, through CO2 control, and is known as dynamic airflow. By adjusting the ventilation in real-time according to occupancy levels, energy is conserved while maintaining optimal cleanroom conditions.
Recirculation: Unlike competitors who use the overflow principle, leading to the loss of extremely expensive air, our approach maximises recirculation to enhance energy efficiency. By implementing efficient recirculation systems, we can maintain the required cleanliness levels while significantly reducing energy consumption.
Low-pressure drop: The pressure drop across HEPA filters is directly related to energy consumption. A high-pressure drop in a HEPA filter can result in increased energy costs due to the additional power required to push air through the filter. We employ low-pressure drop systems, which translate into extremely low pressures on HEPA filters, resulting in substantial energy savings. The relationship between pressure drop and the energy bill is direct and significant, making this an area of critical importance in energy management. By reducing the pressure drop, we not only cut down on energy costs but also extend the lifespan of the filters, thereby lowering maintenance expenses.
Airborne Molecular Contamination (AMC) monitoring
The second trend is another that we experience in the hi-tech sector, is increased attention for Airborne Molecular Contamination (AMC) monitoring.
The term AMC refers to chemical contaminants that negatively impact products, processes, and equipment
The term AMC refers to chemical contaminants that negatively impact products, processes, and equipment. Unlike particulate contamination, AMC involves chemical modifications such as micro-corrosion, oxidation, or changes in surface pH. AMC is often categorised based on the chemical nature of the contaminants or their effects, with typical groups including acids, bases, condensables, and dopants:
- Molecular Acids (MA): These primarily originate from process chemicals used in manufacturing areas. Poor airflow design and recirculation can spread acid contamination throughout the manufacturing environment.
- Molecular Bases (MB): Common molecular bases include ammonia and amines, which are frequently found in process chemicals. Ammonia, in particular, is a prevalent contaminant.
- Molecular Condensables (MC): These organic compounds, with boiling points typically above 150°C, can adsorb and bind irreversibly to product and tool surfaces, causing significant contamination.
- Molecular Dopants (MD): Boron and phosphorus compounds are the main dopants of interest. Materials such as borosilicate glass in HEPA and ULPA filters can be sources of these contaminants.
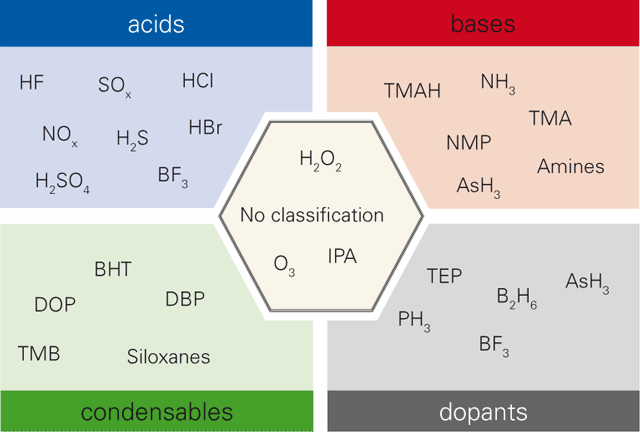
Airborne Molecular Contamination is often categorised based on the chemical nature of the contaminants or their effects
Controlling AMC is crucial, as it has various potential sources both inside and outside the production environment. Within the overall context of molecular Contamination, the group of organic compounds – in specific Volatile Organic Compounds (VOC) – gained recently much attention.
VOCs are present in clean production environment in a large variety. This holds true in specific for the microelectronic and semiconductor industry where significant amounts of solvents and cleaning agents are used.
In many cases emissions of solvents act as precursors for AMC with severe impact to the product or production tool
In many cases, emissions of solvents act as precursors for AMC with severe impact to the product or production tool as e.g. in the photolithography process of semiconductor structuring.
Implementing effective gas filtration tailored to current needs and future upgradability is essential. The benefits of AMC control far outweigh the costs, ensuring process success and product quality.
Design for upgradability
Trend 3 discusses the need to start cleanroom projects with a design for upgradability. The rapid pace of technological advancements in the hi-tech sector necessitates cleanrooms that can be easily upgraded in terms of cleanliness classification. That is another trend that we experience. Practical considerations for upgrading a cleanroom include:
- Is the cleanroom installation designed to be upgraded to AMC filtration?
- Is the noise level in the cleanroom considered to remain ergonomically acceptable when upgrading to a higher cleanliness classification?
- Are the materials used resistant to disinfection methods required for higher classifications?
- Does the cleanroom technology allow for upgrades at a later stage?
The technology must allow for upgrades at a later stage, starting with a design for upgradability and a thorough stakeholder analysis. This approach ensures that installations can meet future demands without requiring complete overhauls, thus saving time and resources.
Business case thinking
Trend 4 looks at how the hi-tech market is increasingly driven by "business case thinking”.
This methodology starts with the essential question, "Why?" and emphasises aligning projects with the business objectives of the client.
The client's business case, which includes goals, constraints, and expected outcomes, becomes the cornerstone of the project.
One of the key components of business case thinking is Target Value Design (TVD). TVD is a collaborative design approach that involves all stakeholders from the early stages of a project.
By understanding the client's business goals and working backwards, teams can identify the value that needs to be delivered and design solutions that meet these specific needs. TVD is particularly beneficial in hi-tech industries where precision and adherence to client specifications are paramount.
Energy efficiency is a recurring theme in business case thinking
Smart Standardisation is another critical element. In hi-tech environments, where innovation and rapid development are the norms, standardisation might seem counterintuitive. However, smart standardisation involves creating flexible standards that reduce CAPEX (capital expenditure) and minimise the risk of failure.
By developing standardised components and processes that can be easily customised or scaled, companies can lower production costs and streamline operations. This approach also simplifies maintenance and upgrades, further reducing the life cycle costs.
Energy efficiency is a recurring theme in business case thinking, particularly considering the increasing importance of sustainability and cost management.
As discussed earlier, optimising energy use in cleanrooms not only reduces operational costs but also supports corporate sustainability goals. Implementing advanced technologies like dynamic airflow control, low-pressure drop systems, and maximising air recirculation are critical strategies. These measures ensure that energy consumption is minimised without compromising the high standards required in hi-tech operations.
Conclusion
The hi-tech industry places high demands on cleanroom environments, and it is crucial to stay abreast of the latest trends and technologies. Energy efficiency, AMC control, upgradability, and business case thinking are some of the key factors contributing to the effectiveness and sustainability of cleanrooms.
As a supplier in productised cleanroom solutions, ABN Cleanroom Technology is committed to continuous innovation and improvement through our patented VIX concept. By addressing the evolving needs of hi-tech industries, we aim to provide cleanroom solutions that enhance operational efficiency, ensure safety, and support sustainability goals. Through ongoing research and development, we strive to remain at the forefront of cleanroom technology and deliver the best possible environments for critical processes.
Use case: Cleanroom installation in Eindhoven
To illustrate the practical application of these trends and how we manage them, consider the case of a cleanroom installation for a semiconductor manufacturer in the Eindhoven region. This project involved the construction of a cleanroom with stringent air quality requirements and a limited timeline for completion.
The project began with a detailed assessment of the client’s needs, including the specific cleanliness standards, airflow requirements, and AMC control measures. Based on this assessment, a cleanroom solution was configured that incorporated dynamic airflow systems, AMC monitoring, and modular construction techniques.
AI-based dynamic airflow systems were implemented to optimise energy efficiency while maintaining strict air quality standards. These systems used particle counting sensors to adjust the airflow in real-time, ensuring that the cleanroom remained within the required cleanliness levels without wasting energy.
Prefabricated cleanroom building blocks were manufactured off-site and then assembled on-site
For AMC/VOC control, a combination of activated carbon filters and real-time monitoring sensors was installed. This setup provided continuous protection against VOC emissions, ensuring a safe working environment for personnel and preventing contamination of sensitive semiconductor products.
Prefabricated cleanroom building blocks were manufactured off-site and then assembled on-site. This approach minimised on-site construction time and allowed the cleanroom to be operational within the client’s tight timeline.
The project was completed successfully, with the cleanroom meeting all specified requirements and operational ahead of schedule. This case study highlights the effectiveness of combining advanced technologies and pre-engineered construction techniques to address the complex challenges faced by hi-tech industries.







