Some 10% of active pharmaceutical ingredients (APIs) being manufactured are classified as highly active pharmaceutical ingredients (HAPIs). It is estimated that the Compound Annual Growth Rate (CAGR) of HAPIs within the global pharmaceutical market will be at 8.4% to 20151. As a result, there is a 'class' of pharmaceutical manufacturing facilities, often referred to as HAPI facilities, being developed to meet the specific challenges associated with the handling of such compounds. Handling of HAPIs affects greatly the designs of such facilities compared with normal API facilities.
Based on the author’s many years of experience working in the industry, 25 years ago new plant design required 100μg/m3 operator exposure levels; 10 years ago, typical operator exposure levels had dropped to 1-10μg/m3. Today, the design of many new plants requires operator exposure levels of the order of 0.01 – 1μg/m3 and, in the case of some compounds, operator exposure levels in the nanogram range can be the norm.
Successful entry into a new containment project
To maximise the achievable containment levels for any engineered solution, operator intervention in handling solids needs to be minimised as much as possible. After all, if no one has to go near the hazardous substance, then no one will be exposed to it. It is, therefore, important to spend an appropriate amount of time and money on the design of any equipment required to aid solids flow of the hazardous substances.
As in many solids dispensing and container emptying applications, complete exclusion of manual intervention with the hazardous substance is not always possible. In such situations, a specialist containment engineer with significant relevant experience should be involved in the project. Containment engineers can be specialists from equipment manufacturers, consultants or engineering/construction companies. Some of the larger pharmaceutical companies have their own in-house personnel specifically dedicated to addressing this type of issue.
A good containment engineer will require a certain amount of initial information to successfully assess any particular project requirements and to make an initial proposal for possible containment strategies and possible solutions for any given issue. Of course, there should always be options presented for different philosophies: i.e. split butterfly valve technology, glovebox technology, personal protective equipment (PPE), restricted access barrier systems (RABS), uni-directional flow systems, flexible bag technology, etc. (a selection of these options is shown below).
Unidirectional flow systems, flexible bag technology
After an initial understanding of the processes involved (i.e. vessel charging, vessel unloading, dispensing, etc.), then for most solids containment applications, answers to the following questions should enable any experienced containment engineer to provide some initial strategies and options:
- What containment level is required?
- What quantities of solids are involved?
- What is the frequency/time scale of handling these solids?
- What types and size of containers will the solids be handled in?
- Where do the containers come from and where will they go to?
- Are any special atmospheres required when handling these compounds (low moisture, low oxygen, etc.)?
Following on from this initial, basic information being provided, a first list of possible containment strategies can be drawn up. It will then be necessary to look at specific issues for any particular application in more detail. This may involve special solvents being used, special atmospheric requirements, integration of special process equipment in the containment philosophy, weighing equipment accuracies required for dispensing and off-loading applications and so on.
Designing equipment or a process for contained handling of hazardous substances is not ‘Rocket Science’ and does not always need to involve elaborate, costly and time consuming design studies. Optimum solutions can often be found reasonably quickly and without significant cost expenditure in most cases by simply applying some common sense and by drawing from the experiences already gained in many similar applications from around the world. However, in some cases it will be beneficial to employ one or a group of specialist containment engineers to carry out a more involved design study of the problems in hand, but this should be confined to the larger and more elaborate containment projects only.

Figure 2. HCS
What tools are available to containment design engineers?
All types of containment solutions available have been containment performance tested over the years and all of the figures stated below are typical values that have been achieved and proven for these types of systems in many installations. The values are based on the experiences gained during these industry containment trials. These results should not be taken as absolute values for the general containment techniques employed, but as a guide of what can be achieved.
Achievable containment performance for specific systems will still have to be assessed on a ‘case by case’ basis, taking into account the processes involved, the types and quantities of materials handled, etc.
Extraction booths extract high volumes of air with face velocities of 0.5 to 1m/s at the booth entrance. Although this is not a suitable method for high containment, it can be very useful in applications where High Containment Screens (HCS) secondary containment is supporting primary containment equipment.

Figure 3. Continuous Liner Filling Head
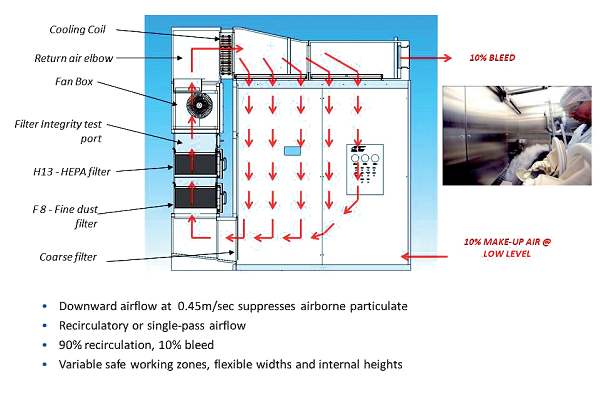
The downflow booth is an improved method of containment utilising airflow, where air is issued at 0.45m/s (laminar) in a downward motion from the roof of the booth (see Figure 1). Air is HEPA filtered and extracted at ground level at the rear of the booth. Ninety per cent of the air is being recycled with 10% being released to atmosphere, providing fresh air and helping to prevent heat build-up. Due to air recycling, a downflow booth will utilise substantially lower volumes of room extraction and will typically achieve 100μg/m3 or less with the ability to go down to levels of less than 10μg/m3 for some applications when using HCS for secondary containment within the downflow booth environment (see Figure 2).
However, the main weakness with this type of system is that direct product contact with operators and their protective clothing cannot always be entirely avoided, thus leaving potential for peak operator exposure levels of up to 2,000μg/m3 for some operations.
Continuous polythene tubing (see Figure 3) is another method that can be employed, using the ‘sausage-filling’ principle to act as a successful form of primary containment together with an extraction booth as secondary containment. This method is useful for drum filling and for the disposal of solids waste materials from containment enclosures. Containment levels of 25 to 50μg/m3 can be achieved with an extraction booth as secondary containment and less than 1μg/m3 can be achieved when using a glovebox.

Figure 4. Split butterfly valve
The split butterfly valve concept brings together two halves of a valve where a seal is formed between the two halves (see Figure 4). When opened, the two halves operate as one, allowing powder to flow before the valve is shut. When the two halves are split, the surface contained between the halves is notionally clean. This method can typically achieve operator exposure levels of 10μg/m3, a figure that can be reduced to less than 1μg/m3, with secondary containment.
Flexible containment, like glovebags etc., can provide a cost-effective solution where only short term protection is required or where single use containment is called for. However, due to the problems associated in cleaning these types of systems and due to the high running costs associated with the potentially large numbers of consumable items, flexible containment solutions are often cost prohibitive when looking for any longer term solutions.

Figure 5. Integrated double half-suit isolator
Isolators provide the most effective and definite long-term engineered solution to protect operatives when handling HAPIs. The most common form of isolator is a glovebox run under a negative pressure of –100 to –250 Pa in relation to room pressure, (for aseptic applications normally +50 Pa pressure with optional internal unidirectional flow). If gloveports cannot provide sufficient reach, then a quarter-suit window or a half-suit may be used to replace a rigid gloveport window.
A quarter-suit window is made from flexible material with integral gauntlets to which gloves are attached. No breathing air is required for this type of suit unlike the half-suits which require breathing air and substantially increase the physical size of the isolator. However, where side access to the interior of a glovebox is no longer sufficient to be able to carry out all of the tasks required, then a half-suit may provide the only viable option. This is particularly true where large pieces of process equipment, such as freeze dryers, centrifuges, blenders, etc. are integrated with the isolator (see Figure 5 for an example of an integrated double half-suit installation and Figure 6 for a half-suit detail).

Figure 6. Half-suit detail with blender
All isolator designs tend to utilise a minimum of legible extraction volumes. It may therefore be necessary to nitrogen purge the isolator due to the potential build-up of an explosive environment within a confined space. With good isolator design, containment levels in the very low nanogram regions of operator exposure level can be achieved.
When rapid transfer ports (RTPs) are involved, then they need to be utilised in conjunction with an isolator and are, therefore, not a containment method in their own right but rather are a component used for the design of containment systems. The rapid transfer port has two halves, which are joined together forming a door, which then opens as one.
A sealed container of powder or other items is then normally taken out through the open door. The combination of rapid transfer port and isolator can normally achieve levels of less than 1μg/m3 and depending on the application can be used to achieve nanogram levels of containment (see Figure 7).
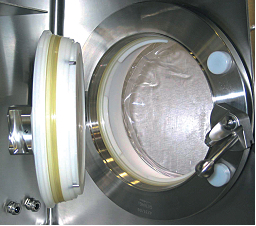
Figure 7. Example of an RTP
Recently, there have been a lot of projects involving the containment of entire small scale processes and process equipment within isolators and the trend is for more of these types of projects to emerge. Examples of these types of systems contained complete small scale reactors, crystalliser vessels, rotary evaporators, Nutsche filters, tray dryers, filter dryers and more. But fully contained process isolators are not just confined to the primary (chemical) pharmaceutical world, they also extend into the secondary (formulation) side of pharmaceutical production; equipment such as tablet presses, granulators, freeze dryers, blenders, mills and micronisers have been successfully contained to provide OELs in the nanogram region (see Figure 8).
Knowing the process and involving the end user
One of the fundamental decisions regarding containment is the choice of handling method, a factor that will greatly influence system performance and design. For best system performance it is wise to keep all powder handling operations to an absolute minimum.
Successful high containment can be achieved only if any solids flow is predictable without the operator having to directly access the system. Widespread changes in drug potency have also led to the requirement for smaller batch sizes, providing the potential for radical changes in production methods. Large-scale drug production has tended to have dedicated plant employing pneumatic conveying, mechanical feeders and storage hoppers. However, many new facilities are now designated multi-purpose and require greater levels of flexibility in addition to achieving high levels of containment.
The purchaser (end user) of any containment equipment must also be clear about what is expected of the containment equipment in terms of usability, containment performance and its validation, as well as cleanability of the equipment. These performance criteria need to be defined right at the outset of specification process, as they may affect the design, lead-time and cost of any equipment being chosen.
Appropriate containment performance validation and the way that any results gained from such performance validation are expressed is much more of a contentious issue and has been the subject of much discussion in recent containment seminars and in the press. One example of how this can be tackled is the containment evaluation guideline published by the SMEPAC group of users, manufacturers and containment consultants. These guidelines aim to provide a common basis for manufacturers and users of how to perform the tests, how to analyse the results and of how to present the results and it is likely that these guidelines will be adopted universally for the performance testing of containment systems.
Containment and cleaning validation can be provided by most containment equipment manufacturers as part of their Factory Acceptance Testing (FAT) of the equipment, but this can rarely represent actual operating conditions on site and with the end users of the equipment, which has to remain the ultimate performance verification for any such equipment.
One aspect that is often overlooked by many companies is the early and detailed involvement of the eventual end user of the containment equipment. These are the people who will be directly interfacing with the equipment and they can make either a complete success or a complete failure of any containment solution selected.
Where such operatives are involved in the selection of the equipment (design meetings, reference visits, mock up studies and FATs, etc.) from the start, then this instills a sense of ownership of the final solution and most of the time they will do everything they can to ensure that the equipment is used as intended and that solutions are found to any eventual problems or failures of the equipment. Where these operatives have not been involved in the selection of the equipment, then this usually instills a sense of strong initial scepticism and the attitude often is ‘well, we did not need this equipment before, why do we need it now…’ and every effort may be made to deliberately find faults with the systems and to find reasons for why it should not be used. Of course, this is not always the case, but it does happen…
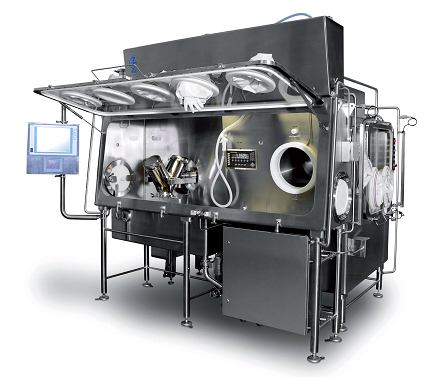
Figure 8. Isolator with integrated Y-Cone Blender
In summary:
- The choice of handling method will greatly influence the system performance and design
- For best results, all powder handling operations should be kept to a minimum
- Successful high containment is achieved if the solids flow is predictable without the operator having to directly access the system
- Selecting the right containment methodology and containment tools are key to a successful containment project
- Providing the right information at the start of the project will greatly improve the level of success of the project.
References
1. Mehrotra S., chimica oggi/Chemistry Today, 28(5), 43-45 (2010)






