Humidity control is necessary in cleanrooms as humidity directly affects microbial growth and material properties. Apart from that, there are products that require low humidity (RH: 20 – 35%) or even dry conditions (RH: 1%, like in dry rooms for batteries production etc).
Humidity is mainly transported in a cleanroom via the fresh air, absolutely needed for cleanrooms pressurisation. As ambient air conditions vary significantly throughout the year, humidity control can be a remarkable source of energy consumption affecting production operating costs and plant performance. The current trend in all production environments is to assure totally stable production conditions as this is a key factor for good quality and reliability of the plant. But also, increasingly, to have the most minimal energy footprint possible, taking care of nature and contributing to environment sustainability.
Low humidity control in cleanrooms, especially of high cleanliness classes, is a very delicate issue which demands a special approach from the design phase. In this article, we will present two methods of significant energy conservation in humidity control by manipulating the air volumes involved with dehumidification, via air cooling condensation and the newer method of desiccant dehumidification.
Dehumidification with air cooling
Dehumidification without a desiccant process, but with air cooling/vapour condensation can be a solution when requirements demand a room’s Dew Point Temperature (DP) is close to 4°C, that is an average dry bulb temperature (Tdb): 20°C and RH: 35%, or Tdb: 22.5°C and RH: 30% or any pair of Tdb/RH with no lower DP to 4°C. This cannot be the case with relative humidity requirements lower than 30%, as no temperature higher than 25°C could be accepted in a normal cleanroom. Therefore, this is a restriction that must be worked around.
Even using this method to achieve DP: 4°C can be very delicate and many cleanroom EPC contractors or designers avoid it. This is because it requires very finite control and large air heat exchangers (coils) to achieve air cooling with a very low change in temperature as the cooling medium cannot be used at a temperature lower than -1.5°C to avoid coil frosting.
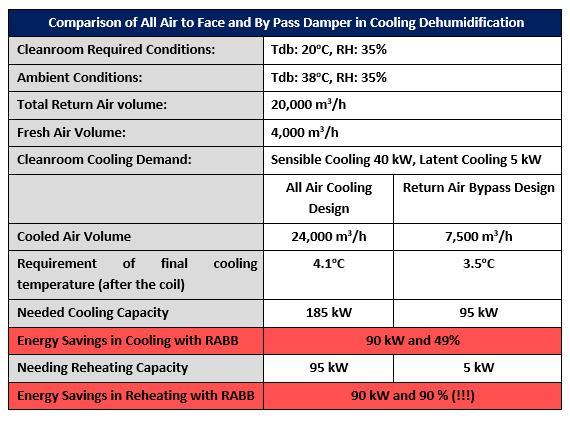
Apart from this, even the best coil and control system designed and installed to cool air to 4°C (or slightly lower to absorb some generated humidity from the cleanroom space) poses a large energy demand. Especially in cleanrooms of euGMP Class B/C or ISO Class 6,7 where air volumes rates are very high. Also the post heating requirements to then heat air from 4°C to 16-18°C in order to achieve 20-22°C room temperature presents another important energy consumption factor.
So, what would be a much more efficient method would be to cool and dehumidify only the cause of humidity formation, which is the fresh air. This design is called Return Air By Pass (RABB) or Face and By Pass Damper. With this design, fresh air and a portion of cleanroom air are passed from the cooling coil to be cooled down to room DP Temperature (that is 3-4°C). The rest of the return air bypasses the cooling coil and is mixed with the cooled/dehumidified air. This mixture of air can demand no or very little reheating, minimising energy consumption for air cooling dehumidification and post heating to a far greater extent. If more cooling is required for the room, more recirculation air can be passed and cooled by the cooling coil decreasing bypass volume, meaning desired room conditions can be effectively met.
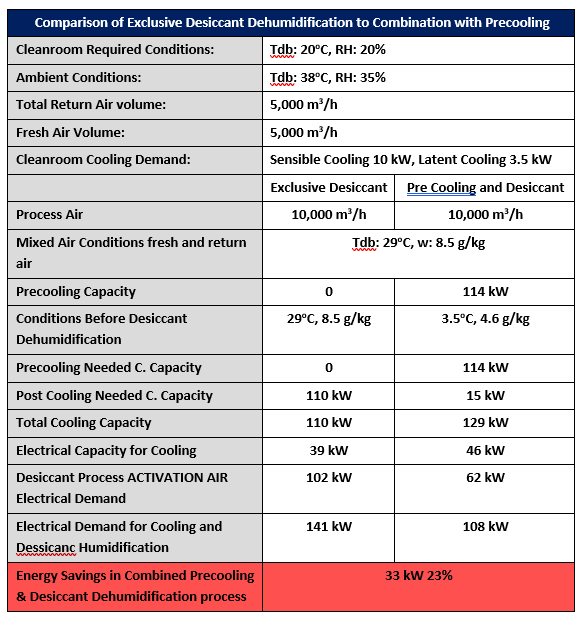
Desiccant dehumidification
When lower relative humidity of around 30% is required (or even 35% when temperature is below 20°C), cooling dehumidification is not enough, and desiccant dehumidification needs to take action. Desiccant dehumidification is based on the mechanism that a hydrophilic porous material easily attracts and holds water vapour and then a hot dry air stream evaporates those molecules and transports them out of the system. This is done by a rotating cylinder of porous material, which is divided into sectors. One sector comes in contact with the air to be dehumidified (process air) that is a mixture of fresh and recirculated air, and the rest comes into contact with ambient air which is heated to 130°C (activation air). As the cylinder rotates it encounters both sectors transporting vapour molecules from the process air to the activation air.
Activation air heating is a large energy consumption factor as ambient air (which could be significantly cold during winter) needs to be heated to 130°C. Even during summer activation air heating requires these high energy demands.
In desiccant dehumidification post cooling of the process air is normally needed after the dehumidification process as the process air is considerably heated during the process (it is released at a higher temperature than 30°C). Again, the solution is to dehumidify the lowest possible air volume, so that the humidity transportation culpable (fresh air for overpressure) and just a small portion of recirculation air as described in dehumidification with air cooling.
The other secret is to use cooling dehumidification to reach an absolute humidity of close to 5 gr/kg of dry air and then to use desiccant dehumidification effect to reach lower levels of absolute humidity and consequently final relative humidity.