Sustainability-driven innovation
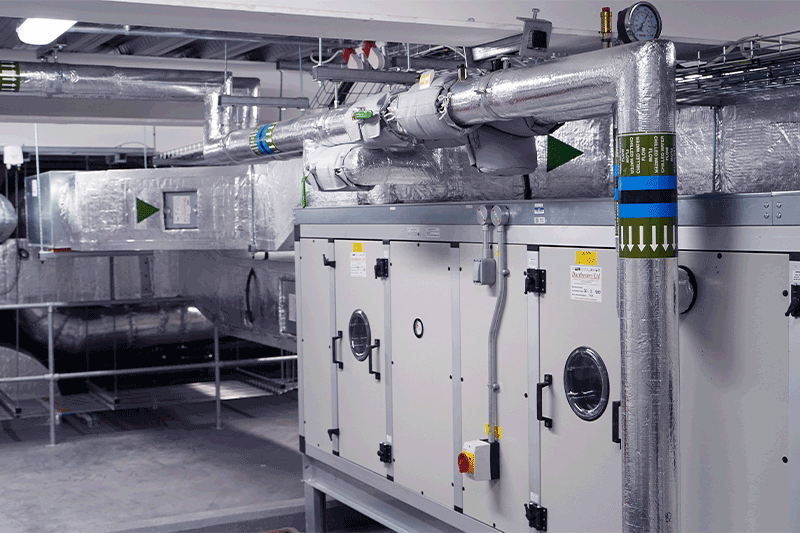
Energy efficiency and sustainability were key drivers for the project. Dalkia incorporated a plastic heat recovery coil into the contaminated exhaust system, significantly reducing the energy consumption of the facility’s supply air ventilation. This innovation aligns with the pharmaceutical company’s wider sustainability goals.
The laboratory also consolidates operations, reducing transportation-related emissions and enhancing efficiency across the client’s processes.
Tailored technical delivery
The facility’s technical specifications were meticulously designed to meet the unique needs of pharmaceutical manufacturing. These included:
- Mechanical Services: Lab gas, steam, DX HVAC, LEV, BGD, AGD, and BMS systems.
- Electrical Services: IT and data integration, access control, fire alarms, security, and emergency lighting.
- Structural and Architectural Fit-Out: Weatherproofing, building modifications, and asbestos risk mitigation.
- ATEX Area Design: Safety provisions for explosive atmospheres.
Comprehensive testing and commissioning of all systems ensured the facility met the client’s stringent requirements.
Collaborative approach
Dalkia collaborated closely with the client from the concept stage, hosting stakeholder workshops to align the design with operational needs. Despite operating within a live environment, with neighbouring storage and office areas still in use, Dalkia implemented robust safety and noise control measures to minimise disruption.
Results
The project highlights Dalkia’s expertise in delivering complex, high-spec facilities within tight timelines and operational constraints. By combining technical innovation with a sustainability-first approach, Dalkia provided the pharmaceutical company with a high-performance laboratory that supports their future growth and environmental commitments.
Driving the industry forward
This project exemplifies Dalkia’s commitment to supporting industries with tailored, sustainable solutions that enhance operational efficiency and reduce environmental impact. It is yet another example of how Dalkia is helping clients navigate the challenges of modern cleanroom and laboratory design.






