Facilities grappling with USP797 and USP800 verify their compliance through cleanroom certification. Airflow measurements, leakage testing and environment measurements (differential pressure, temperate and relative humidity) are documented and certified. Non-cGMP certified facilities, do not generally have ongoing monitoring of their cleanroom space and have difficulties identifying when intervention is required. The challenge for facility managers is how to monitor their day-to-day operations without disrupting the facility or adding significant cost.
We explore the present considerations for existing cleanroom space and the opportunities for those planning new construction to build-in inexpensive monitoring processes to help determine the cleanroom stability and provide early-warning to possible adjustment/changes needed to remain in compliance. Existing cleanrooms have numerous non-invasive options to supplement their facility with monitoring products; from individual sensors to centralised monitoring packages. New construction will find “combined” control systems for FFU operation/optimisation containing environment monitoring to be cost-effective and convenient solutions to monitoring their facility and optimising their air-management performance.
Existing facility considerations
Existing cleanrooms complying with USP797 or USP800 were generally not designed with centralised cleanroom monitoring. Small cleanrooms also didn’t invest in smart FFU centralised air-flow controls. Air-exchanges (ISO 7 or 8 levels) or exhaust (for negative pressure as specified for USP 800 hazardous material compounding) are manually adjusted by the installer/certifier to meet compliance.
Without airflow monitoring the easiest way to monitor cleanroom airflow changes/stability is by monitoring the differential pressure maintained between the controlled environments and their surrounding space(a failed or compromised FFU will materially impact the differential pressure in a small cleanroom). Significant changes in differential pressure can point to filter blockages and/or FFU failures. Temperature and relative humidity measurements ensure the environment is operating in the acceptable range for compliance.
Most cleanrooms follow a simple floor-plan layout (Figure 1) with compounding or mixing rooms connected to an ante-room (1,2 or3-room cleanrooms are most common). For cleanrooms where monitoring systems were not designed-in, solutions are available to assist in the process.
Key considerations:
a) monitor the key parameters Differential pressure, Temp, RH.
b) notify and alarm if these parameters change significantly
c) capture the data for reporting purposes (data-log).

Figure 2: Pressure sensors – 2a) wall mount with display 2b) sensor with BACNET connectivity (Courtesy SETRA Corp.)
The simplest solutions are stand-alone sensors that can be mounted inside the cleanrooms that display their value (Figure 2 a differential pressure sensor) so the cleanroom staff can manually check the values, determine if the values have changes significantly (manual notification) and jot them in a log for future reference (data-log).
Moving to more automated processes, sensor manufacturers provide solutions that have connectivity (i.e. BACNET or wireless) that allow the sensor data to be transmitted to a central PC for processing and documentation (Figure 2b). Notification of parameter swings (alarm/notification)can be accommodated by some sensors and/or left to the PC consolidation to address. Easy to install centralised kits are also available – that provide the sensors and also fulfill the functions of monitoring, alarming, notification and data-log in one centralised package (example Figure 3).
Facility Managers can easily find non-invasive solutions that allow upgrades to their existing facilities that allow real-time monitoring solutions to supplement compliance between certifier visits. From low-cost sensors that require manual daily activity to centralised monitoring systems facility managers can find cost-effective options. Finding the right mix of sensor data, auto-alarming and/or notification and documentation are the key determinants at different price points as all solutions can provide adequate support to supplement day-to-day monitoring.
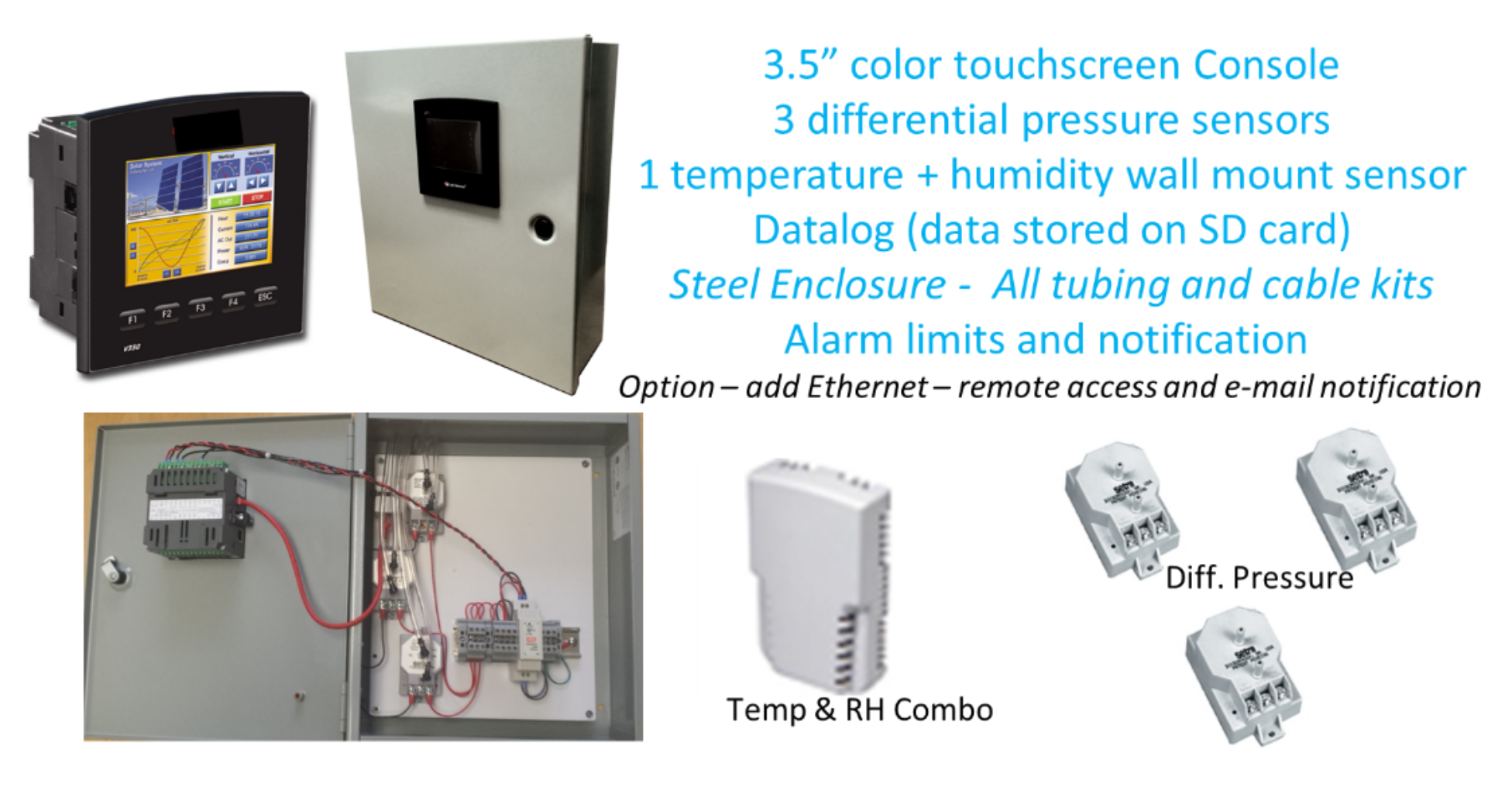
Figure 3: Centralised Monitoring Kit –sensors, notification and alarm, data-log (AirCare Automation Inc.)
New construction
New USP797 and USP800 construction have the benefit of installing cost-effective non-cGMP monitoring systems for their cleanroom space. Additionally, network capable FFU units provide for centralised monitoring and control of air-flow and cleanroom stability. Monitoring the FFU performance and differential pressure between rooms; the FFU units can be set to optimise the air-exchange demand and the differential pressure requirements.The positive pressure requirement for non-hazardous compounding and negative differential pressure required by hazardous material processing relies on air-flow adjustments that can be efficiently addressed through FFU centralised controls. As USP guidelines consider adjustments to air-exchange requirement for compliance, these systems can be easily adjusted to match the changing landscape. Energy sensitive facility managers will opt for ECM based FFU units that save energy and comply with California TITLE 24 specifications that specify EC motors/fans for <1HP rating (typical of FFU specifications).
FFU cleanroom controls have become popular over the last several years. Using smart-motor (or smart-motorisd impellers) that rely on EC motor control, many cleanrooms use FFU control systems to save energy and improve cleanroom filter lifetimes. Both AC and EC based FFU control systems are preferred to allow rapid balancing of a cleanroom, identification of faulty FFU operation and improve energy consumption relating to clean-air management.
In new construction the FFU monitoring and control system and the environment monitoring often converge into a common system. The cost and complexity of small cleanroom management is reduced by addressing both needs on a common system. Monitoring can be added to many FFU control systems for a nominal cost adder (majority of the cost adders are in the sensors – not the monitoring system). Coupling the FFU controls with sensors creates easy to install packages that meet most facility managers needs for cost and performance (Figure 4). Simple HMI interface systems provide comprehensive facility management that optimise cleanroom performance, monitor critical performance factors, alarm and notify when the facility requires adjustment/attention and captures the information - logging real-time performance for future reference. These systems provide compliance monitoring and facility air-space optimisation in one cost-effective package.
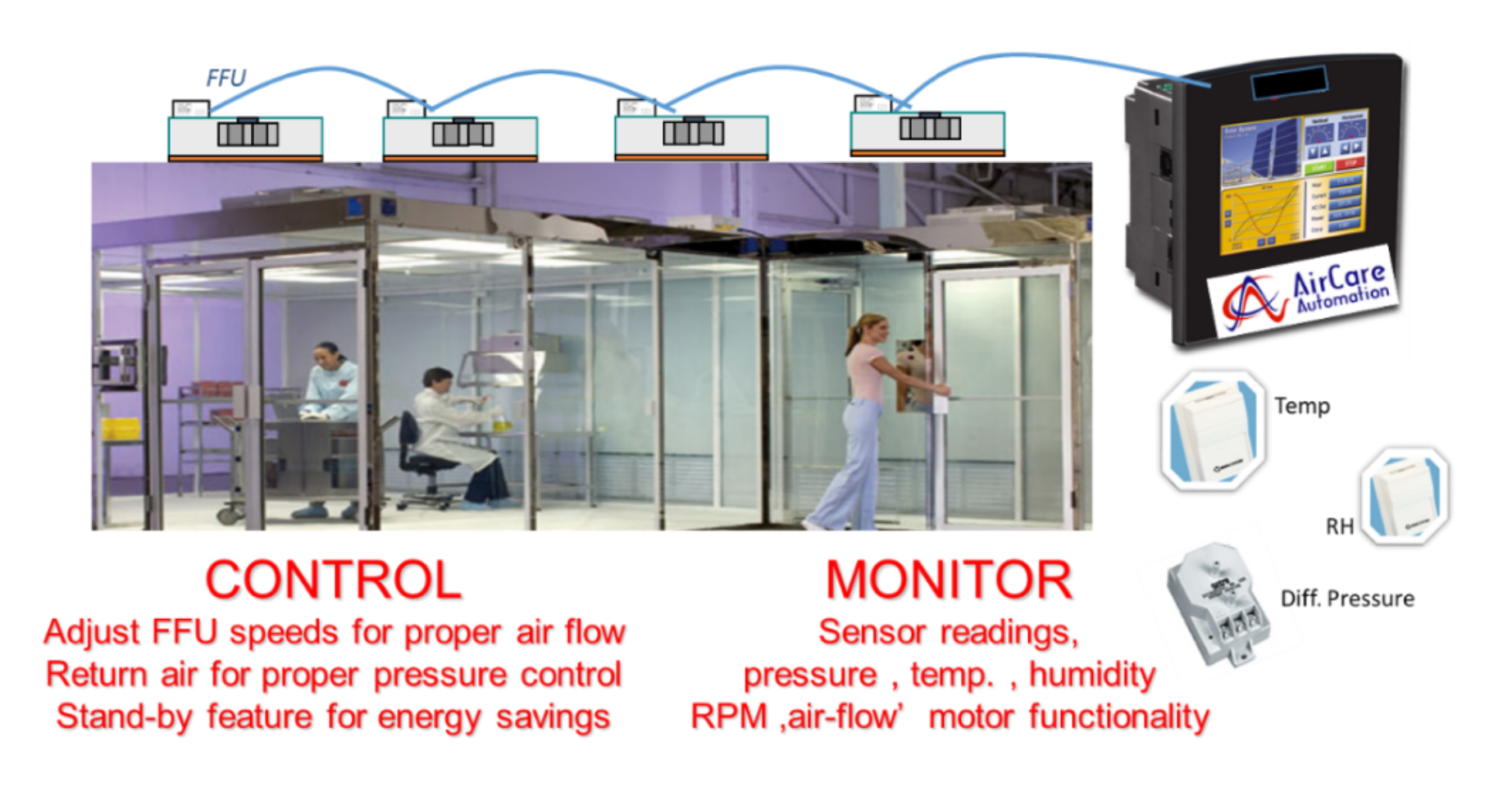
Figure 4: New Construction Cleanroom Monitoring and Control Architecture (embedded cleanroom photo courtesy of Terra Universal)
Conclusion
Compliance with USP797 and USP800 will require ongoing certification (often twice annually) updates to existing facilities. Easing the burden of determining when the cleanroom needs rebalancing or adjustments, facility managers can install non-invasive sensors to raise their awareness when their facility is bordering on non-compliance. Determining their needs centers on 3 criteria:
a) Sensors to provide measurement data
b) Alarm and notification if measurements go outside acceptable range
c) Capturing and storing that data for future reference and consideration
Existing facility solutions range from simple individual sensors mounted in each room to centralised sensor monitoring systems that capture the measurements, notify the facility when the cleanroom is compromised and stores that data for documentation and reference.
New facility construction benefit from centralised systems that provide FFU control, exhaust adjustments and environment monitoring that provide automatic notification(of unexpected variances) and data-storage. Cost-effective monitoring/control systems allow for airflow (FFU) optimisation, exhaust adjustment that ease balancing and certification and provide added benefits of reducing energy consumption and extending filter media life. These same systems address sensor measurement, alarm notification and data storage useful in monitoring cleanroom performance stability in-between certification visits.