
Facing pressure to reach the market quickly, pharmaceutical manufacturers need cleanroom delivery solutions that move fast while complying with regulatory expectations.
That means turning to strategies that leverage prefabrication, preassembly, modularisation, and offsite fabrication (PPMOF).
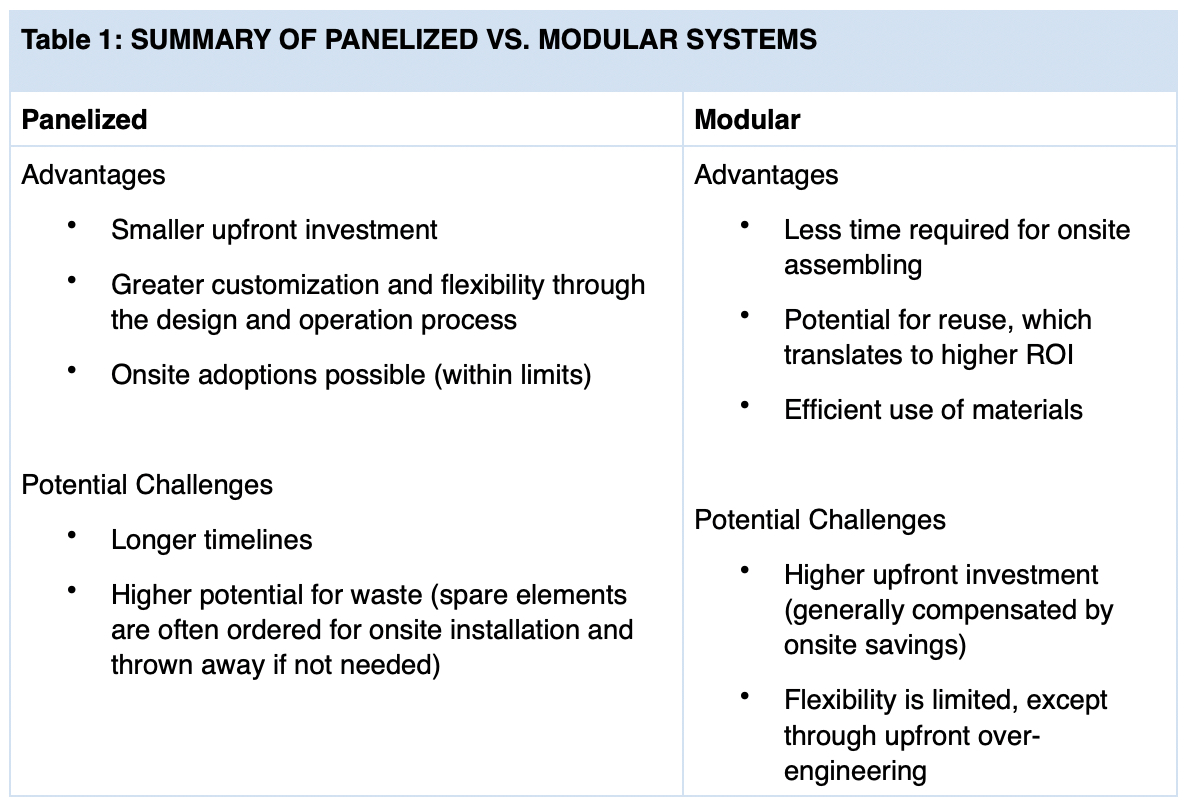
Panellised systems are generally more flexible across the design and delivery lifecycle
Right-sizing your PPMOF strategy to suit your project’s business case and the logistics of your building site is a complex endeavour.
A panellised system, a modular cleanroom system or a hybrid approach—which option is right for your next project?
Although only a detailed needs assessment can fully explore that question, this article will help you move closer to an answer by defining each delivery approach and outlining its key advantages and challenges.
Panellised and modular systems defined
Panellised systems: Increased flexibility, longer timelines
A panellised system involves the offsite construction of individual cleanroom elements, such as ceiling panels, wall systems (including doors and vision panels), utility chases, pass-throughs, and more. Once manufactured, these elements are transported onsite for final assembly.
A modular system is a plug-and-play approach to cleanroom delivery
Panellised systems are generally more flexible across the design and delivery lifecycle (though it’s possible to build flexibility into a modular system through upfront planning). In exchange for that flexibility, however, panellised systems sacrifice the speed of a modular approach.
Modular systems: Standardised containers for accelerated delivery
A modular system is a plug-and-play approach to cleanroom delivery. Rather than prefabricating individual panels for onsite assembly, this approach involves building the entire cleanroom in an offsite workshop and delivering it whole. Once utilities are connected, the cleanroom module is ready for qualification—no other onsite construction is required.
Hybrid systems: Leveraging panellised and preassembled elements to meet unique project needs
A third cleanroom delivery option is growing in popularity: the hybrid approach, which utilises the best of both panellised and modular systems in a single, customised solution.
It is important to weigh each option against your business drivers, your onsite logistics and limitations, and your future manufacturing needs
In a typical hybrid scenario, project teams apply the principles of modular design to rapidly produce standardized, repeatable components offsite, such as process suites or personnel and material airlocks (PALs and MALs). These elements are delivered to the project site with no further assembly required. Meanwhile, less standardized components may be delivered as panelized elements.
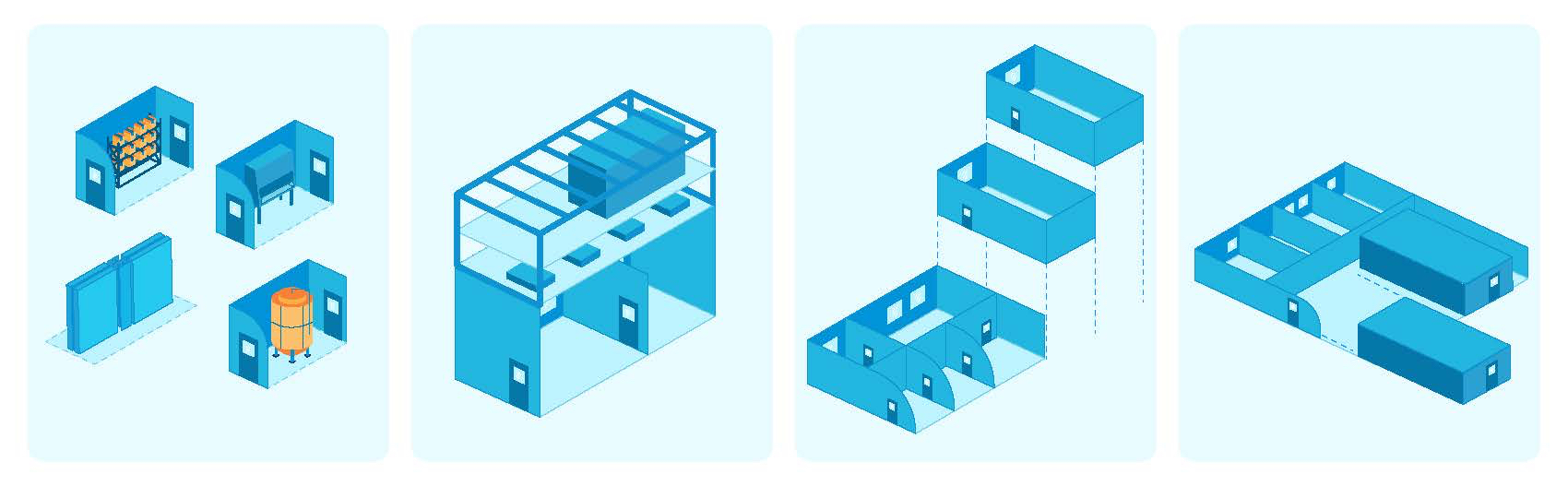
Figure 1: L-R: Panellised cleanroom elements; Modular and standardised "turnkey" cleanroom suites; Panellised elements and modular elements in a hybrid system; Modular functional blocks
A detailed needs assessment
Choosing between a panellised, modular, or hybrid cleanroom system is one of the earliest decisions that project teams must make, and it needs to be made with great care. There’s no going back—at least, not without major project impacts.
A team experienced in strategic facility planning can help by leading you through a robust needs assessment. This process ensures that your chosen delivery approach supports your top business drivers, such as speed-to-market or future flexibility.
Choosing between a panellised, modular, or hybrid cleanroom system is one of the earliest decisions that project teams must make
The needs assessment is also an opportunity to evaluate your chosen delivery approach in terms of the location and overall framework of your site. Is this a greenfield project, for example?
Or are you renovating an existing building, with onsite routes and facility openings which could impede the delivery of large modular containers?
By considering these needs and factors upfront, you can avoid significant delays and costly surprises as your project progresses.
A panellised system may be suitable if…
You need customisation and design flexibility: By choosing a panellised system, project teams extend the period (within limits) during which they’re able to make design updates and apply changes without major consequences.
A modular system may also support accelerated results by paving the way for a streamlined commissioning and qualification process
In contrast to modular design, which requires an up-front commitment to every detail, this period of flexibility enables project teams to accommodate unknowns as the project progresses. Even in the field, project teams may still be able to swap a wall with a window, for example.
Extended flexibility may also benefit end users, whose late-stage input could lead to changes or additions that generate greater operational efficiency.
A modular system may be suitable if…
Speed-to-market is an important business driver: Project teams gain several advantages by shifting the work of cleanroom construction and assembly to a factory environment, such as the ability to work in parallel.
While the cleanroom is under construction offsite, onsite project teams can prepare the foundation and undertake other important pre-work. These conditions also promote better coordination between trades, who can centralise their work at the offsite facility under controlled conditions rather than relying on unpredictable onsite scheduling.
Relying on modular and standardised systems may also generate improved safety and quality outcomes, which in turn can have a positive impact on project timelines.
Away from the unpredictable conditions of an exposed jobsite, cleanroom construction proceeds predictably and with precision, helping project teams avoid mistakes and reduce time-consuming re-work.
When renovating an operational site, one of the greatest risks manufacturers face is extensive disruptions to ongoing operations
These conditions also improve safety, since those building the cleanroom are working at grade and in a production environment that’s intentionally designed for the fabrication of such units. This is good news for the wellbeing of workers and for companies who cannot afford any project delays.
A modular system may also support accelerated results by paving the way for a streamlined commissioning and qualification process, since cleanrooms arrive onsite having already undergone successful Factory Acceptance Testing (FAT).
By taking advantage of this accelerated speed, though, manufacturers also accept some level of risk. Moving a modular cleanroom requires well-planned logistics, for example. The more complex the route linking the offsite factory to the project site, the greater the potential for an unforeseen delay (recall the 2021 obstruction of the Suez Canal, for example).
Your capital project involves a working facility: When renovating an operational site, one of the greatest risks manufacturers face is extensive disruptions to ongoing operations. Moving all construction activities to an offsite workshop mitigates that risk, allowing manufacturers to continue production on their existing equipment until the eleventh hour. When the cleanroom module arrives, they can get it into place, connect it to utilities, and return to production relatively quickly.
Flexibility isn’t impossible in a modular system, but it must be designed into the cleanroom module from day one
Some manufacturers leverage this approach as a temporary bridging solution. They use a modular cleanroom to maintain operations while undertaking a longer-term capital project in the surrounding facility. Once that long-term project is complete, they can potentially extend the ROI on their modular cleanroom by moving it to another site in their manufacturing network for continued use.
Your manufacturing process is highly standardised: Flexibility isn’t impossible in a modular system, but it must be designed into the cleanroom module from day one. That means adding spare capacity, extra points of use for utilities and electrical connections, and other features engineered to accommodate future unknowns. After the project’s earliest design phases, any changes to the module will cost significant time and money, essentially negating the benefits of a modular strategy.
For these reasons, modular cleanroom systems are best suited for scenarios where companies can “copy and paste” a standardised and well-defined manufacturing process. Contract Manufacturing Organisations (CMOs) provide a good example. By taking advantage of modular design, CMOs can rapidly expand their standard manufacturing platforms in order to meet customer demand more quickly.
Modular systems may also be ideal for companies and healthcare institutions (such as hospitals) that are decentralising the production of certain drugs
Modular systems are also suitable in response to global health threats such as the COVID-19 pandemic, when lives may depend on the rapid deployment of standardised modular cleanroom solutions optimised for vaccine production. This is especially true in areas of the world that lack the infrastructure to support more traditional project delivery approaches.
Modular systems may also be ideal for companies and healthcare institutions (such as hospitals) that are decentralising the production of certain drugs, such as CAR-T cell therapies and other advanced therapy medicinal products (ATMPs). The small, standardised cleanroom suites that make decentralisation possible are good candidates for offsite construction, after which they may be attached to hospitals to facilitate bedside delivery of these life-saving drugs. Modular containers may also be suitable for other standardised hospital applications, such as operating theatres.
Conclusion
Getting to market quickly is key not just for manufacturers, but for the patients who rely on them.
But speed is only one component of successful delivery. Quality, flexibility, operational continuity, compliance—with so many factors in the balance, manufacturers need the right project delivery system in place, right from day one.
While the cleanroom is under construction offsite, onsite project teams can prepare the foundation and undertake other important pre-work
The best way to get there?
Understand the advantages and challenges of panellised, modular, and hybrid systems, then weigh each one against your business drivers, your onsite logistics and limitations, and your future manufacturing needs.
The answer will be unique to your situation, and key to your future success.






