The increasing digitalisation and automation of manufacturing processes pose new challenges for purchasing and procurement departments. Buyers are pressured to optimise procurement processes and the associated cost structures.
B2B marketplaces, supplier reduction, online tenders and bidding procedures or the outsourcing of parts in the purchasing and procurement process are some of the other topics playing a role in the recent past.
Although process optimisation and cost control play a role in the manufacture and quality control of pharmaceutical and biopharmaceutical products, compliance comes first and is not dispensable. Consequently, potential process and cost optimisation measures must first be examined for their influence on the quality and safety of the pharmaceutical product.
In this context, Good Manufacturing Practice (GMP) requirements also influence purchasing and procurement activities. The basic demand of GMP is to ensure the quality of drugs so they are suitable for the intended purpose; comply with the marketing authorisation dossier or clinical trial dossier; and pose no risks to patients.
GMP requirements also influence purchasing and procurement
However, the responsibility to accomplish that is not limited to production, quality assurance or quality management.
Quality management

Axel H. Schroeder, Operations Director at Concept Heidelberg
According to GMP inspectors, the quality cannot be checked into the drug at the end of the manufacturing process. Instead, the quality of a medicinal product must already be ensured by the manufacturing process. Each department of a pharmaceutical manufacturer is responsible for achieving this goal.
For example, buildings and equipment are qualified before use, starting with design qualification (DQ), followed by IQ, OQ and PQ.
Purchasing should be involved in the design qualification process. After all, requirements for materials and equipment to be procured are defined at this stage.
The procurement manager further needs to be aware that both replacing existing equipment or purchasing new machinery also require a new qualification and/or a new validation of the corresponding process.
The procurement of technical equipment is not the only phase that requires special attention. Through a required import permit for biological or genetically engineered active ingredients, for example, the European directives and the corresponding national laws also have an influence on the purchase of active ingredients.
A change to a new active ingredient manufacturer with a different synthetic pathway might as well require a new import permit.
A change to a new API manufacturer with a different synthetic pathway might as well require a new import permit
Corresponding documents such as the “written confirmation” of the authority of the third country, or the listing according to Article 111b 2001/83/EC, must be available. A European authority has to issue a “waiver” through the regular inspection otherwise.
These two areas clearly show that changes in the procurement channels or the replacement of suppliers can have a direct influence on quality. In extreme cases, it can even mean consequences for the marketing authorisation. Close cooperation and communication between purchasing, quality and manufacturing are therefore essential.
Choosing supplies
Even in areas not directly related to the production process, the consequences of changing materials or suppliers in GMP-regulated companies are possibly more severe than for companies in other industries.
Just take a look at the detergents and disinfectants used. For critical areas (e.g. in aseptic production) the disinfection processes are validated according to Annex 1 of the EU GMP Guidelines, or for the US market according to the FDA Guide “Sterile Drug Products Produced by Aseptic Processing”.
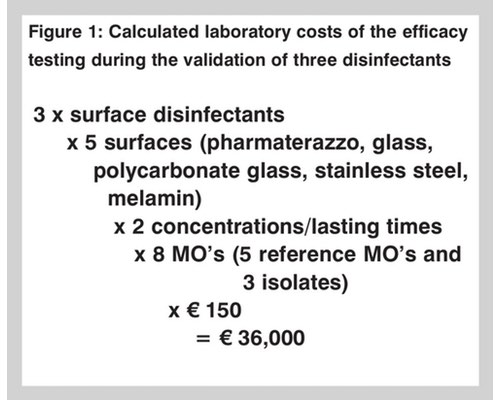
In detail, this means that their effectiveness has been tested in the concentrations used, on the surfaces applied to in the plant, against several reference germs and in-house isolates in a complex laboratory procedure.
A change of disinfectant would, therefore, require a new validation, and additional costs to the process.
According to the information provided by a contract laboratory, the approach for testing one disinfectant in a specific concentration on one surface requires 24 agar plates, inhibition material, 24 surface plates of 5x5cm, glass balls, pipettes, additionally approximately 2-hour basic time for the test, and proportionately time consumption for nutrition tests, buffer and inhibitor mixing. This investment sums up to about r150. For a change of supplier with three disinfectants, the resulting costs are shown in figure 1.
Changes like this can be like “opening a can of worms”, and entail additional measures and costs, including:
- Revision of all corresponding SOPs, hygienicm plans, positive lists
- Administration of the new product related documentation like data safety sheets, dangerous goods documentation
- The training of staff on the latest systems and SOPs
These examples demonstrate that a deeper understanding of the unique requirements and the underlying guidelines is essential for purchasing in the pharmaceutical industry.
Equally important terms in the industry such as qualification and validation need to be known and understood. Measures to optimise costs, change suppliers or materials can only be started in close coordination with quality management and production management. Such improvements require a comprehensive change control procedure, including checking whether the change has an impact on quality and safety, identifying which measures may result from it, and when and how implementation takes place.
In practice, it has also proven to be useful if the purchasing department is involved in audits of suppliers, the creation of technical agreements or corresponding contracts by the quality departments.
A lack of communication, as well as lacking knowledge of the requirements and goals of the other department, are likely to cause conflicts that can usually be avoided by looking beyond the end of one's nose
N.B. This article is featured in the July 2019 issue of Cleanroom Technology. The latest digital edition is available online.