
Maintaining environmental control in a pharmaceutical manufacturing environment is dependent on the facility’s cleaning and disinfection programme, which requires the selection of the appropriate disinfectants, their proper application, and an assessment of their capability to inactivate or kill bacteria and fungi.
Disinfectants have a variety of properties that include spectrum of activity, mode of action, and effectiveness. Equally, the chemicals are often categorised into groups based on their chemical nature, spectrum of activity, or mode of action. Effectiveness is assessed through disinfectant efficacy testing.
A problem faced by users, is the array of different (and often contradictory) standards together with differing and often unrealistic, acceptance criteria. For those working in pharmaceuticals and healthcare, a global approach applicable to these sectors is required.
The Life Sciences division of Ecolab has developed a new approach to meet this need, and the key aspects of this useful approach are discussed in this article.
Why disinfectant efficacy testing matters
Qualification of a disinfectant is demonstrated through performance testing to show that the disinfectant is capable of reducing the microbial bioburden found in a pharmaceutical manufacturing area. The primary tests are divided into suspension tests, surface tests and field trials.
The field trial is the final piece of the qualification jigsaw and it is essentially an assessment of environmental monitoring data; the suspension and surface tests are generally taken to be the core disinfectant efficacy tests.
Of these two, the surface test is the most robust. While supplier data can be taken for suspension tests, undertaking some form of surface test is normally expected of the user. The surface test is the one required by regulatory agencies, as set out by the Pharmaceutical Inspection Co-operation Scheme (PIC/S) in document PI007.
There are differences in the approaches between North America and Europe, and with the guidance issued by professional bodies. This array of approaches creates confusion
With the surface test, representative manufacturing surface samples are inoculated with a selection of microbial challenge organisms. A disinfectant is applied to the inoculated surfaces and exposed for a predetermined contact time, after which the surviving organisms are recovered.
The number of challenge organisms recovered from the test samples (exposed to a disinfectant) is compared to the number of challenge organisms recovered from the corresponding control sample (not exposed to a disinfectant). Successful completion of the validation qualifies the disinfectant evaluated for use.
In setting out to perform surface testing, it stands that there is no ‘universal’ approach to disinfectant efficacy testing. There are differences in the approaches between North America and Europe, and with the guidance issued by professional bodies. This array of approaches creates confusion for the user and also leads to inappropriate levels of testing. Some of these differences are drawn out below.
Global differences in efficacy tests
Both the EU GMP and the US FDA regulations mention the importance of the pharmaceutical manufacturer evaluating the efficacy of the disinfectants used, and various standards are available to guide the microbiologist through this process.

The user can choose from CEN (European Committee for Standardization); AOAC (Association of Official Analytical Chemists International) or ASTM (American Society for Testing Materials) standards (North America); or draw on guidance from a professional body or non-mandatory compendia, such as USP 40-NF35 Chapter <1072>. These standards and guidelines are contradictory and not totally suitable for the pharmaceutical cleanroom.
Differences include recommended organisms (often different types of organisms); the surface coupon sizes; permitted inoculum volumes; test recovery method; whether interfering substances are present; whether physical action is permitted (wiping); starting microbial challenge levels; and log reductions (4 to 3 logs). In addition to the standard panel of prepared cultures, organisms isolated from the facility should also be tested as per regulatory expectations.
It is important to note these standards are multi-industrial (including industries where high levels of microbial contamination would be expected). The lack of a universal approach leads to user and regulatory confusion, and often the consequential outcome of over-specifying the acceptance criteria.
The time has come for industry and disinfectant manufacturers to set out a new solution to this regulatory issue that is appropriate to pharmaceuticals. One such approach has been proposed by Ecolab Life Sciences through the Validex Programme.
Validex: The Ecolab approach
In drawing a framework for what such a global standard will look like, Ecolab reviewed the essential factors that need to be captured within a disinfectant efficacy test targeted for classified cleanrooms and associated controlled-but-not-classified (CNC) areas. Here the most important factors are:
- The microorganisms used should reflect those commonly recovered from pharmaceutical facilities
- The target reductions should reflect the levels of contamination typically seen within pharmaceutical facilities
- The surfaces challenged with microorganisms should be representative of the surface finishes found in pharmaceutical cleanrooms
- Contact times should reflect operational conditions
- Application of mechanical action
- Soling (surface cleanliness)
Representative microorganisms
The test panel of organisms should be populated with microorganisms commonly found in pharmaceutical facilities. Examples of representative organisms, highlighted by Ecolab for the pharmaceutical context are:
- Staphylococcus aureus
- Staphylococcus epidermidis
- Micrococcus luteus
- Escherichia coli
- Pseudomonas aeruginosa
- Burkholderia cepacia
- Bacillus subtilis
- Candida albicans
- Penicillium chrysogenum
- Aspergillus brasiliensis
These organisms are reflective of what is carried on operators, associated with water systems, linked to equipment transfer, or representative of common fungi. Plus, efficacy studies need to be supported from organisms isolated from the manufacturing environment, especially where such organisms are different to the above list. Factors to consider when selecting such organisms include:
- Ensuring that all process cleanrooms are reviewed (from Grade A to Grade D).
- Review data from water systems used to dilute disinfectants.
- Ensure that the review covers a sufficiently long period of time to account for variables such as seasonal variation.
Such reviews should be conducted periodically, for example, annually.
Appropriate microbial challenges
With target populations, the criteria should be reflective of the regulatory recommended permitted maximum levels of microorganisms while also being sufficiently high to show a logarithmic reduction. The highest microbial surface level permitted in an EU GMP Grade D cleanroom, for instance, is 100 CFU. Under this requirement, there is little value using a starting challenge inoculum of one million cells or more and seeking a 6-log reduction.
A further reason for setting realistic challenges is because test organisms will be grown as healthy laboratory cultures and challenged while in the logarithmic phase of growth. Such organisms are typically more resistant than organisms within the cleanroom environment, which are often not growing and subject to external stress factors. Hence, it is important to set appropriate and realistic acceptance criteria so that products are not being unnecessarily or overly challenged. On this basis, recommended challenges under the Ecolab proposal are shown in Table 1.
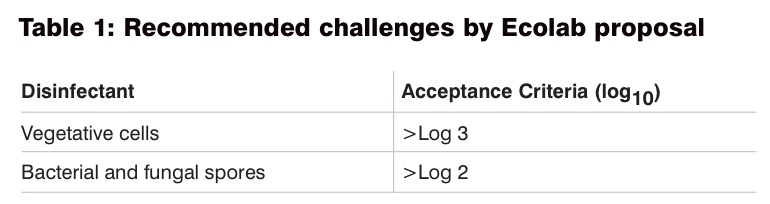
The above acceptance criteria are equivalent to those recommended in USP <1072>.
When preparing microbial cultures, starting inocula should be sufficiently high in order to compensate for in-test dilutions and to account for some loss of viability during drying. Ecolab recommends 1.5 x107 to 5.0 x 107 for bacteria; 1.5 x106 to 5.0 x 106 for fungi and bacterial spores.
Representative surfaces
Prior to initiating disinfectant efficacy validation, a comprehensive survey of the materials comprising the room surfaces (floors, walls, windows) and equipment (stainless steel, acrylic, polyvinyl chloride, and so on) present in the facility which could potentially be exposed to the disinfectant should be conducted.
In terms of selecting common surfaces, the Ecolab approach is to draw up a matrix where users are advised to assess the following factors in order to select ‘worst case’ surfaces:
- Hydrophobicity
- Surface roughness
- Potential for chemical interaction at surface
- Prevalence
- Contamination risk (such as with horizontal surfaces are a greater risk than vertical; plus, those surfaces that are frequently touched)
- Proximity to product, areas where critical activities are performed
From this, common surface types may include:
- Vinyl
- Aluminium
- Epoxy coated flooring
- Glass
- Stainless steel
- PVC
- Polyurethane coated walls
- Plexiglass
- Acrylic
- Polycarbonate
- Gloves
The size of the test coupon should be standardised (you can get better recovery from a smaller coupon).

Ecolab has reviewed the essential factors that need to be captured within a disinfectant efficacy test
Contact times
There is little value in evaluating disinfectants targeted to kill vegetative microorganisms with contact times for longer than 5 or 10 minutes. One reason is practical; a busy pharmaceutical facility will not be wanting to wait for 60 minutes every time a disinfectant is applied.
Another reason is scientific; given the rapid air changes found in many cleanrooms and clean air devices treated surfaces will dry quickly and no surface will remain ‘wet’ for a prolonged period, triggering the need for repeated application. Therefore, relatively short contact times should be targeted.
Mechanical action
The method of application for the most disinfectants to a surface is either by spraying and wiping or mopping (commonly described as involving ‘mechanical action’).
There are clear advantages with this since wiping can increase the efficacy of disinfection and physically removes particulates, soiling materials (and residues), and microorganisms (microorganisms that are detached from surfaces are easier to kill). The activity of wiping also ensures a controlled delivery of the disinfectant onto the surface. Therefore, the inclusion of mechanical action is an important part of the disinfectant efficacy evaluation.
Soiling
Disinfectant standards outline challenges with soiling. The application of additional soil (to create ‘dirty’ conditions) should not be necessary when evaluating disinfectants in a pharmaceutical facility since disinfectants should be being applied to clean surfaces.
Making sure a global disinfectant efficacy standard happens
With Ecolab having set out some clear, sensible and reproducible criteria for the evaluation of disinfectants for use in pharmaceutical facility cleanrooms, it is now time for industry and manufacturers of disinfectants to come together to ensure that such an approach becomes the de facto approach for the industry.
This can happen through users developing protocols along the lines recommended; having supplier recommending the revised criteria; and, most importantly, engaging with regulators to present the scientific arguments behind the approach and seeking universal acceptance of what needs to become a global standard for disinfectant efficacy testing as applied to pharmaceuticals.
N.B. This article is featured in the November 2019 issue of Cleanroom Technology. Subscribe today and get your print copy!
The latest digital edition is available online.






