2017 saw many new building projects come to fruition and various new computerised technologies, construction techniques and management concepts introduced to make the building process quicker, cheaper and have fewer snags.
Ardmac, in March, wrote about new construction trends in the life science sector, particularly within the pharma and medtech manufacturing space. For instance, with the growth in ‘orphan drugs’ — produced in small quantities for small patient populations — companies are looking to adapt manufacturing environments for multi-product use.
Ardmac says clients increasingly want adaptable cleanrooms and in response, it has replaced traditional solid, monoblock wall or ceiling panels, which are limited in terms of their adaptability, with ‘second-generation’ cleanroom products that are adaptable and based on inter-changeable components to make remodelling easy. Light fittings, air handling units or ceiling tiles are all the same size, so that components can be moved to different locations and set up quickly. The ‘Lego-like’ concept provides customers with a multi-use, flexible design process.
In February, Cleanroon Technology (CT) reported on one of the International Society for Pharmaceutical Engineering’s award-winning Facility of the Year projects. Jazz Pharmaceuticals won the Project Execution category for its Athlone facility in Ireland. This was a greenfield facility, licensed by the US Food and Drug Administration and Ireland’s HPRA to manufacture a treatment for narcolepsy. Jazz’s project team completed within an aggressive time schedule and was under budget. Ardmac supplied and installed the cleanroom manufacturing suite, a warehouse with a controlled drug vault, a QC lab, offices, supporting utilities and future shell space for the next manufactured product in the pipeline.
Building Intelligence Modelling
A second trend for 2017 was the wider adoption of Building Intelligence Modelling (BIM). In the October edition, Connect to Cleanrooms (C2C) discussed the use of BIM in cleanroom construction. BIM is a process for creating and managing information across a project’s lifecycle. One of its key outputs is the Building Information Model, a digital description of every aspect of the built asset.
BIM was used, for example, in C2C’s largest off-site cleanroom construction project to date, when it installed a monobloc panel system for global medical products and technologies company, ConvaTec. To ensure an accurate design in an already sensitive facility, C2C used BIM, via a Point Cloud 3D design software that allowed for a more accurate design and shorter lead times. Errors can be identified and changes made at an early stage, reducing waste and saving money.
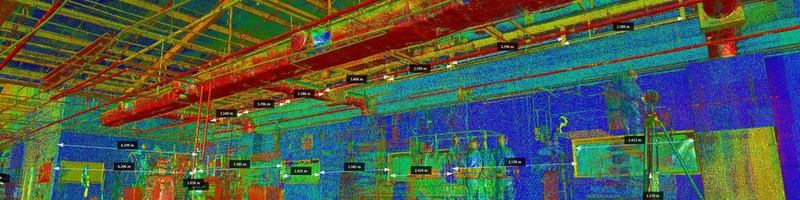
C2C used BIM, via a Point Cloud 3D design software for accurate design and shorter lead times
Spanning 951 m² and achieving ISO Class 8, the cleanroom incorporated a change area for up to 60 operators and a material transfer area. The main area, constructed to house ConvaTec’s stitch bonding processes was designed to achieve 21 air changes per hour.
With the growing demand for less disruptive construction and a more efficient design process, C2C is consistently looking for new processes to offer customers. At the Cleanroom Technology Conference in Birmingham, in September, it also highlighted the growing use and benefits of off-site prefabrication and construction techniques.
Maintenance
Planned maintenance is key to ensuring a cleanroom runs at optimum efficiency and with minimal downtime. In the March edition, Kingspan looked at the value of optimising the cleanroom space to allow ease of maintenance. Kingspan argued that ease of maintenance needs to be addressed at the design stage, as it can deliver far more value than simply considering the primary cleanroom needs of hygiene and cleanliness. A walkable cleanroom ceiling, for example, can provide practical benefits, offering storage and supporting the cleanroom’s often extensive mechanical services. In addition to faster installation, often removing the need for secondary steelwork, it also creates a straightforward access route for both installers and maintenance personnel.
The constructor looked at the key considerations when selecting the right materials to construct a walkable cleanroom ceiling — structural strength and fire performance. New solutions are now available that tick all the boxes, without the high costs associated with aluminium honeycomb. Hybrid closed-cell insulation is being increasingly specified for constructions, which require an especially high level of performance and walkability. Panels that are also suitable for smoke-sensitive environments, are ideal for pharma manufacturing, food preparation or similar industries.
For example, the Kingspan UltraTech Precision Cleanroom System was specified by BAM Ireland to produce a modular cleanroom within a hospital’s Pharmacy Department. The system comprised high performance insulated panels with a flat non-porous surface on both sides that aids cleaning and is resistant to mould, moisture ingress and bacterial growth.
The walls and ceiling of the ACU were constructed from 80 mm thick UltraTech Precision ECOsafe PIR panels, which have a thermal conductivity of 0.019 W/m.K and are resistant to attack from mould, fungi, mildew and vermin. They also allow for fully flush details, including integrated cleanroom doors with a concealed interlocking system and glazed units, built into the panels themselves. The pre-finished corners of the system also meant that no additional exterior corner details were required, improving aesthetics and cleanability. For the internal partition walls, IPN QuadCore panels were specified due to their superior fire protection. All surfaces of the cleanroom are coated with Kingspan CLEANsafe 55 to meet the demanding cleaning protocols of the hospital.
Modular builds
The use of modular builds, of a pre-conceived design, are reducing costs in many sectors. For example, when Geiger Textil needed a new facility for a cleanroom laundry service in Germany, Schilling Engineering was able to meet all its needs with its ISO Class 5 certified CleanCell4.0 module.
Featured in the September edition, the CleanCell4.0 cleanroom is certified ISO Class 5 and was equipped for the special requirements of the laundry. For example, the cleanrooms are designed with recesses for the attachment of washing machines and drying units. The personnel are safely routed into the cleanroom via an actively ventilated personnel lock. A self-closing gravity flap inserted into the cleanroom wall ensures contamination-free output of the cleaned and packaged laundry.
The CleanCell4.0 is equipped with the latest technology for greater energy-efficiency than comparable systems. Sensor data are used to set and monitor parameters such as the number of particles, temperature, air humidity and air pressure. The data flows into the CRControl system, which is operated via a monitor installed next to the cleanroom door. Low turbulence displacement airflow ensures full compliance with the ISO Class 5 level cleanroom. Flush-mounted laminar-flow units operated with U15 ULPA high-performance filters introduce pure air into the working area. An air recirculation process within the cleanroom walls introduces the already cooled and filtered air into the air exchange cycle. This enables economic operation of the filters and air conditioning equipment.
A further feature is the modular, expandable design. The wall elements are connected with a patented silicone-free GMP sealing clip system and can be flexibly dismantled or extended.
Collaboration
In the November edition, Brian Donaldson, Group Business Development Authority at Boulting Group, discussed the benefits of integrated project delivery (IPD) and collaboration to engineering projects in the life science sector. He noted a move away from traditional engineering methods of contractors working separately on a particular area, towards new collaborative methods, such as IPD — a collaborative alliance that aims to integrate the best aspects of people, systems, business structures and practices to optimise the results of a project. Each collaborator’s interests, objectives and practices can be aligned by using the team-based approach. Using this method each individual, team or business becomes equally invested, sharing risk and profit, in a fair and transparent way.
Target costs are often set when the project is being managed with IPD. A target cost is a realistic budget decided by everybody involved, which can take into account changes and challenges. For the client, this often means a smoother, more coherent experience, said Donaldson. The process encourages correct behaviours and communication. The investment each contractor has in the overall project means it is delivered to meet both the business objective and intended budget. As every member of the project delivery group takes shared responsibility for the job, risk is also shared proportionately.
The communal atmosphere is enhanced by the use of communal office spaces, where possible. This is a popular option as it allows for enhanced communication between teams, therefore providing the perfect structure for collaboration.
Transparency is a major benefit of integrated project delivery. It produces a sense of security as the involved parties have access to all information concerning the job, from equipment costs, right through to budgeting.
In 2017, BES also saw completion of the construction phase of a £13 m project for global pharmaceutical business Indivior, a specialist in the treatment of opioid addiction. The R&D facility is for the testing and manufacture of a non-addictive alternative to methadone. BES was the principal designer and contractor for the project, carrying out a complete turnkey package that included groundwork, piling, shell construction and the internal specialist architectural fit out of cleanrooms and laboratories.
The two-storey cGMP facility provides 5,000 m2 of ISO Class 7 and ISO Class 8 product development cleanrooms and laboratories, along with offices, meeting rooms and a restaurant for staff.
A quiet year for electronics
The electronic and semiconductor sector saw a quieter year in 2017 but some big projects were still to be had. For example in Asia, specialist provider of air purification technology, MayAir Group, secured a contract win worth a total of US$13.6 m to supply Chengdu CEC Panda Display Technology with fan filtration units (FFUs), filters and related cleanroom equipment. Based in Chengdu, the Chinese LCD panel maker CEC Panda is a subsidiary of Panda Group, a large state-owned electronics company, which has been operating for more than 70 years.
Space sector gets busy
Space exploration and the satellite sector was one of the most active last year. With demand for satellites growing, producers are looking towards production line-style manufacturing facilities. In July, CT reported that aeronautics manufacturer Airbus commenced construction on its o43 m satellite hub — the Integrated Technology Centre (ITC), at Friedrichshafen, Germany. With dimensions of around 70 m x 60 m and a roof height of 20 m, the building, when at full capacity, will allow up to eight large satellites to be integrated simultaneously. The four-storey ITC will have a partial basement and a footprint of 4,250 m². At its heart is a central cleanroom. Over 2,000 m² in size, the central integration hall can be operated in cleanroom Classes ISO 5 to ISO 8 without the need for partitioning into separate rooms. The unique configuration of the sophisticated ventilation system for reducing particle and molecular contamination, is said to cut operating costs by up to 70% compared to conventional technology and enables cleanroom classes to be flexibly configured within the available space.
Meanwhile OneWeb saw a new 4600 m2 cleanroom facility in Toulouse designed to house a huge production line and it is validating production methods to manufacture high-performance satellites at a scale not achieved before. One of the major differences in the production set up, is the use of a trolley robot to move the satellites between various work stations. OneWeb is aiming to produce up to 15 satellites per week using large volume spacecraft production.
In September, CT reported on Lockheed Martin’s 266,000 ft2 ‘factory of the future’ also designed to speed production and lower costs. It includes a high bay cleanroom for simultaneously building a spectrum of satellites — micro to macro. Located on the Waterton Canyon campus near Denver, US, the facility includes an expansive thermal vacuum chamber to simulate the harsh environment of space, an anechoic chamber for testing of sensors and communications systems, and an advanced test operations and analysis centre. The new Gateway Center is slated for completion in 2020.
In September, CT reported that RAL Space had a second large test chamber installed alongside its existing test chamber at its site in Oxfordshire. This will meet growing demand from the space industry for testing instruments and small spacecraft in space-like conditions. The chamber is situated within a specialised cleanroom environment for the preparation and installation of items that will be tested within the facility. It will be ready in May for its first customer — the instrument for the Earth observation satellite Sentinel 5.

RAL Space installed a second satellite instrument test chamber at its site in Oxfordshire
Universities spend on research
Universities were also active in building new facilities in 2017. For example, UK-based Clean Room Construction (CRC) completed a test lab installation for the new International Centre for Engineering and Physical Science at the University of Leeds. The construction company also won a £4.5 m contract to overhaul part of the main building at the University of Aston’s campus, close to Birmingham city centre. It was tasked with remodelling the existing under-utilised space in the building and transforming it into new labs for the University’s School of Engineering and Applied Sciences, which will utilise the space for research into fibre optic communication. The range of works included internal demolition, stripping out of existing services and the creation of new rooms and lab spaces, including a cleanroom.
In January, Connect 2 Cleanrooms (C2C) completed an ISO Class 6 and 7 cleanroom at Swansea University to support solar cell research. The installation was part of the SPECIFIC Innovation and Knowledge Centre. Led by Swansea University, SPECIFIC is an academic and industrial consortium with a vision to turn buildings into power stations. Their solar photovoltaics research is developing materials and methods to produce solar cells on glass and steel construction materials.
Following the construction of new labs on Swansea University’s Bay Campus, SPECIFIC required a cleanroom to provide a stable and consistent environment for research, as well as a larger space to co-locate its solar cell activity. Its extremely tight specification required the temperature to be reliably maintained at 21 °C with less than 30% relative humidity at all times.
C2C designed, manufactured and installed a Modular Hardwall panel system on the new Bay Campus. The system has an overall footprint of 114 m² and suite of four cleanrooms: The main ISO Class 7 cleanroom area houses three gloveboxes for research, requiring an oxygen-free atmosphere. The final room was the change area, which is ISO Class 7. Transparent hardwall panels to two walls allow visitors an unobstructed view of the facilities and equipment without impacting upon the research or cleanliness of the room.
HVAC improvements
2017 saw further moves to increase the energy efficiency of research labs. One of the big University-led events that covers HVAC for cleanrooms and labs was held in York in 2017 and was covered by CT in the June edition.
The two-day conference was organised by the not-for-profit initiative S-Lab, which works with universities, research institutes and other lab sectors to support good practice in lab design, operation and management. This year it was run in conjunction with a meeting of the International Association of Science Parks and Areas of Innovation (IASP) and UK Science Park Association (UKSPA). It provided an opportunity for those working in science facilities to learn about building design trends and reducing facility operating costs. More than 60 presentations covered everything from designing collaborative research spaces to refurbing labs and vivariums to help cut energy use and improve safety.
Room ventilation in research facilities is a frequent topic at this event. Whether cleanrooms, wet labs with fume cupboards or vivariums, the need to remove contaminated air is a major user of energy. Some estimates put HVAC use alone at around 60–80% of total lab energy use.
A more recent approach to lab ventilation was presented by Gordon Sharp, COO, Aircuity. He said that while labs often handle toxic chemicals, studies show that on average, lab air is clean more than 98% of the time, particularly at night and weekends when the labs are not in use. Yet current air change rates are based on an assumption that the air is contaminated all of the time.
Sharp has for some years promoted the concept of demand-based control, which directs air samples from individual fume cupboards to its multiplexed sensing technology to detect undesirable compounds and gases — when detected the system ramps up the air changes.
Sharp argues that demand-based control can reduce air change rates down to two air changes per hour (2ACH). He said that fixed ACH values are gradually being dropped in US guidance. He cited NFPA 45: The US Standard on Fire Protection for Laboratories Using Chemicals, as well as Chapter 16 of the ASHRAE Handbook for Laboratories (2011), which now recommends active/demand based control.
Measured containment control
Safer ventilation control for laboratory containment devices using measured containment control (MCC) was also the topic of a presentation by Roy Allwood (Labway Services) and Mark Dawes (Halton UK). In recent years Variable Air Volume (VAV) fume cupboards have gradually replaced the more traditional fixed air volume cupboards. The basis of the MCC proposal is that VAV control can be more effectively achieved by means of direct measurement of contaminants within the fume cupboards, improving both safety and energy efficiency.
MCC typically uses VAV-modulating dampers that are controlled by signals from contaminant and/or condition sensors (e.g. volatile compound or particulate) in the exhaust duct connection with optional readings from within the fume cupboard itself.
The prototypes for this type of solution are under development at Halton’s innovation lab in Finland. The speakers said the response of the sensor to the presence of chemicals is virtually instantaneous; and that the overall time taken to open the VAV damper to Vmax and rebalance the system at the minimum matches the response time of a conventional VAV system (3–4 secs).
Studies carried out so far have concluded that the VOC sensors used in fume cupboards have a high degree of certainty of detecting contamination and the optimum location for the sensors is in the extract duct or beside the duct. The MCC responds to a contaminant release even when the area is unoccupied and that night set-back volume control is not necessary. In addition, where conventional VAV systems depend on the sash being closed to optimise energy efficiency, MCC does not.
CT looks forward to hearing results from the field trials in 2018.
Hospital operating rooms
Moving away from labs but staying with HVAC, in the August edition, Halton wrote about an ultra clean air system for operating theatres in hospitals that provides hygienic conditions without compromising on comfort and space. The article, by Kim Hargström et al, looked at the qualification of the system at a new university hospital in Sweden.

Halton designed an ultra clean air system for operating theatres in hospitals
Instead of providing a protected zone within the room, it provides the ultra clean conditions in the whole of the operating room through controlled-dilution flow. Thus, no limitation is made to the operational layout, in contrast to the zonal systems using the low turbulence principle.
The controlled dilution principle involves Hepa filtered air being introduced into the room in a careful and controlled manner, effectively displacing and diluting impurities and preventing them from re-entering into the operating area. With this method, the highest required air cleanliness level is achieved for the entire operating space, without compromising the safety and comfort of the patient and medical team.
This solution is being used in all 36 flexible ultra clean operating rooms (ORs) as well as in hybrid ORs in the New Karolinska University Hospital in Sweden. Validation of the system confirmed it is capable of producing ultra clean (<5 cfu/m3) conditions in operation. Independent third party on-site qualification had also been conducted.
Featured companies
 Connect 2 Cleanrooms Ltd
We design, build and support cleanroom solutions tailored to your business
Connect 2 Cleanrooms Ltd
We design, build and support cleanroom solutions tailored to your business
 Ardmac Group
Ardmac is a long established leader in the construction of cleanroom and controlled environment solutions for the pharmaceutical, biotechnology, medical device, institutional,...
Ardmac Group
Ardmac is a long established leader in the construction of cleanroom and controlled environment solutions for the pharmaceutical, biotechnology, medical device, institutional,...
 Kingspan Cleanroom Systems
Kingspan Cleanroom systems offer high-end, modular cleanroom solutions tailored to your individual project requirements, delivered seamlessly by technology experts.
Kingspan Cleanroom Systems
Kingspan Cleanroom systems offer high-end, modular cleanroom solutions tailored to your individual project requirements, delivered seamlessly by technology experts.
- Companies:
- Clean Room Construction CRC
- Aircuity
- Kingspan Cleanroom Systems
- Rutherford Appleton Laboratory
- Geiger Textil