Microfibre picks up and holds particles better than cotton, but has drawbacks of its own. Karen Rossington discusses the pros and cons of various fibre types used for cleanroom wipes.
Cleanroom wipes have their origins in the nuclear industry when the first critical wipes were cotton twill used to control radioactive particles from leaving nuclear reactor containment. The emergence of microelectronic manufacturing required cleaner wipe options and cotton twill was replaced by nylon monofilament. By the mid 1980s polyester monofilament became the standard critical environment wipe.
Today cleanroom wipes for all types of critical environment are big business. As manufacturing technology innovated so the demand for even cleaner wipes increased.
In 1998 Contec introduced the first presaturated wipes for cleanrooms to reduce solvent consumption and increase convenience. One of the quickest adopters was the medical device industry, which saw the productivity improvements and process controls that the technology offered. Sterile presaturated wipes were introduced in 1990 for the pharmaceutical industry and the developing biotech market.
In the late 1980s microfibre was introduced. The definition of a microfibre is a fibre with less than 1 decitex per filament, where a decitex is a measure of linear density commonly used to describe the size of a filament or fibre.1 One decitex is 9/10 of a denier. The fibres can be combined to create yarn, which can be then be knitted or woven into a variety of constructions.
There are two main types of microfibre fabrics: splitable and straight filament. Straight filament microfibres tend to be made from 100% polyester. Splitable microfibre consists of very fine threads of polyester and polyamide (nylon) combined to form a single thread. The nylon is used to glue the fibres together until they are split later in the process.
Rather than the rounded threads found in other yarns, split microfibre has numerous wedges that provide the ability to collect microscopic particles from a surface (see Figure 1). This expanded surface area and the capillary action of the fine threads dramatically increase a microfibre wipe’s sorbancy.
This split structure gives the wipe the ability to pick up particles even when dry, and can easily remove residues, often without solvent. The split fibres create microscopic “hooks” that collect and hold dust, dirt and particles more effectively than rounded fibres such as cotton (see Figure 2). They are also positively charged so attract electrostatically the negatively charged dirt.
Virgin wipes are very soft so they won’t damage surfaces; however, care should be taken when reusing wipes as the very structure that makes them so good at picking up particles also means that particles get stuck in the fibres, which can then scratch a sensitive surface.
Microfibre has a high sorptive capacity around 6 to 8 times its own weight in water. The fast wicking ability means a wipe can remove spills quickly and easily, so it is very suitable for mop to dry situations.
However, there are some downsides to microfibre in cleanroom environments: the fibres are less durable and also create much higher levels of fine particle contamination. The microfibre would need to be laundered to reduce these levels of contamination.
Furthermore, microfibre is high in cost so not ideally suited to being a single use material. It is most relevant to applications where mop or wipe to dry performance is paramount and the activity of continual relaundering does not create problems. A split microfibre containing nylon is not compatible with bleach-based disinfectants.
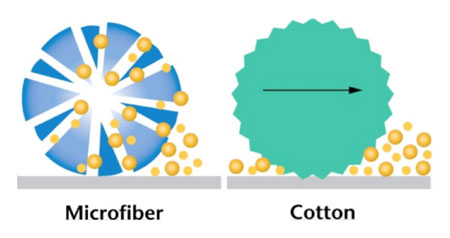
Figure 2: Schematic showing how split fibres (left) create microscopic hooks that collect and hold dust, dirt and particles in contrast to rounded fibres (right)
Risks of relaundering
Table 1 shows a comparison of different blends of microfibre vs 100% polyester and their corresponding attributes. In many cases the high initial cost of microfibre is balanced by relaundering and, where relevant, the resterilisation of the mop or wipe. Mops, especially, are laundered and reused.
However, in a cleanroom environment this is not without risk. Microfibre can be easily damaged by heat or harsh chemicals; this can lead to a mop or wipe degrading over time, affecting both the cleaning ability and the sorbent capacity of the mop.
As cleaning is carried out from the cleanest to the dirtiest area within a cleanroom complex, the soil load on mops can be significantly different. It is not easy for the laundry to guarantee getting all the mops back to the same level of cleanliness every time.
A question that must be asked of the laundry is what other products your mops are washed with. Mops and wipes often do not make up enough volume for a full wash load and so laundries will often combine mops and wipes into one washload. This can lead to cross-contamination, which can leave particles or other contaminants trapped in the microfibre product and returned to the critical environment.
The drive for a product that could provide the benefits of microfibre while minimising the downsides led to the introduction of the first new category of wipe in almost 30 years
The drive for a product that could provide the benefits of microfibre while minimising the downsides led to the introduction of the first new category of wipe in almost 30 years. MicroGenesis, by Contec, combines the best features of knitted, nonwoven, and microfibre technologies to deliver unprecedented performance to critical wiping applications.
The MicroGenesis wipe has a micro-terry pile to give the fast and efficient pick-up and retention of particles for which microfibre is known. However, the wipe uses 100% polyester microfibre yarn knitted into a thermally bonded polypropylene substrate; this limits the amount of microfibre required and makes the wipe more suitable for single use.
This structure applies microfibre only to the wiping surface where it is needed while sealing the base of each stitch in a thermally bonded base. This more cost-effective structure still delivers the required amount of microfibre to pick up and retain microscopic particles, dust and light oils from critical environments.
There are other developments that can provide a wipe with exceptional pick-up and retention of particle properties without the use of microfibre. All fabrics can be treated to improve their performance. One patented treatment by Anticon that permanently bonds to the fabric traps 35 times more particles than an untreated wipe and retains 95% of the particles that are trapped. Interestingly, this performance is enhanced rather than degraded in the presence of alcohol or solvent.
The IEST test methods for testing wipes, determine how many particle and fibres a wipe releases but there is no standard test method to show how many particles a wipe picks up. To prove that the wipe was truly achieving this level of particulate pick-up, Peter K. Kang and David Hildreth developed a new robust test method.2 In general the testing process was very similar to IEST-RP-CC-004.2 sec 5.2 in that it used the same specified shaker, same duration of shaking time and laser particle counter.
In the test two different types of standard test dust were used – A C Fine Test Dust and Carbon Black Particles. Suspensions of both particles were made up in deionised (DI) water. An ultrasonic bath was used to ensure the particle aggregates were broken up as much as possible. The particle concentration of the suspension was measured and then a weighed dry wipe was added. The suspension was shaken for 5 minutes on a biaxial shaker.
The wipe was then removed and added to a jar containing clean DI water where the particle count had already been measured. The weight of the wet wipe was recorded and the jar with the wipe in it was shaken on the biaxial shaker for 5 minutes. The wipe was then removed and discarded. The particle concentration in both jars was recorded.
This procedure was repeated with a jar containing only particle suspension to determine the amount of particle break up or redistribution, and with a jar containing only clean DI water and wipe to determine the amount of particles released from the wipe.
| Table 1: Comparison of different microfibre blends and their corresponding attributes | |||||
| MicroGenesis | Goldsorb | MicroSilk II | Finesse | Polynit HS | |
| Substrate | Polyester microfibre/poly- propylene base | 50% Polyester microfibre/50% polyester blend | 80% Polyester/20% nylon | 100% polyester microfibre | 100% Polyester |
| Attribute (units) | |||||
| Relative cost | ££ | £££ | ££££ | ££££ | ££ | 120 | 148 | 222 | 152 | 140 |
| Sorbency in water | |||||
| Intrinsic (mL/g) | 5.00 | 3.65 | 1.61 | 2.39 | |
| Extrinsic (mL/m2) | 575 | 542 | 356 | 407 | 357 |
| Sorptive rate (sec) | 1 | <1 | 1 | <1 | 1 |
| Non-volatile residue | |||||
| in deionised water (g/m2) | 0.015 | 0.004 | 0.025 | 0.19 | 0.012 |
| in isopropanol (g/m2) | 0.015 | 0.008 | 0.346 | 0.11 | 0.01 |
| Particles (Biaxial shake) | |||||
| P≥ 0.5µm (x 106/m2) | 10.0 | 8.70 | 32.8 | 5.30 | |
| Particle ≥ 5µm (x 106/m2) | 0.18 | 0.028 | |||
| Fibres > 100µm (x 103/m2) | 10.0 | 0.16 | 1.14 | 0.30 | |
The definition of particle capture and release in this experiment was as follows:
The total number of particles that were generated = the initial number of particles in the suspension, the number of particles released from the wipe during biaxial shaking, and the number of particles created from the break-up of larger aggregates. If the number of particles captured is negative, meaning that more particles were released into the water than removed, then the number of particles captured is defined as zero.
The number of particles captured by the wipe = initial particles in solution + particles released from wipe + particles created from particle break-up minus particles after biaxial shake.
Conversely, if the number of particles released is negative, then it is defined as zero since no particles were released: number of particles released = particles after biaxial shake minus particles in wet wiper minus particles released from clean wipe.
For purposes of the tests, “small” particles were defined as the sum of 0.5µm or larger particles and “large” particles were defined as the sum of 5.0µm and larger particles. Initial concentrations for small particles and large particles were approximately 3,000,000 and 10,000 particles respectively.
The test results for A C Fine Test Dusts showed treated wipes captured over three times more small particles than traditional wipes, releasing only 14% of the particles they captured. Additionally, they captured over 35 times more large particles than the other wipes tested. Only a very small percentage of captured particles were released.
Test results for small and large carbon black particles showed that treated wipes captured 4 times more small particles and 7.5 times more large particles than the other wipes tested. The treated wipes released 2% of the captured small particles and in the large particles tests treated wipes released 3% of the captured particles.
For both particle sizes the treated wipe both captured and retained significantly more particles than an untreated wipe.
The ideal product performance for a cleanroom wipe is that it does not add to the contamination while performing the removal of particles, spills, biofilms or dirt
To paraphrase Peter Kang, cleanroom wipes need to arrive clean and leave dirty. The ideal product performance for a cleanroom wipe is that it does not add to the contamination while performing the removal of particles, spills, biofilms or dirt. Various innovations in both wipe substrates and wipe treatment have aided in this, creating wipes that are ideal at not only picking up particles but retaining them until the wipe is removed from the cleanroom.
The test methodology outlined by Kang and Hildreth gives a way of comparing wipes against these parameters of capture and release. Alternative ways of blending microfibres have allowed the creation of wipes with microfibre properties at the cost of a disposable wipe.
References
1. Textile Terms and Definitions, 11th Edition, The Textile Institute
2. Testing Wipers for Particle Retention and Attraction, Controlled Environments Peter K Kang PhD David Hildreth Management – Vocabulary – Guidelines for use in standards